Inverter Welding Machine Semi Automatic 3in1 BEST MIG 231 4x4 MIG/MAG / SINGLE PULSE / DOUBLE PULSE / MMA Welder Fantasy 230V
Item internal code: BM231
Description:
PRODUCER: FACHOWIEC F.H.W.
WARRANTY: FACHOWIEC F.H.W.
Welder Fantasy is a brand created by the company FACHOWIEC in 1991. The TIG/MMA inverter welding machines, MIG/MAG semi-automatic welding machines, plasma cutters and other equipment which come with the Welder Fantasy trademark have been acclaimed by thousands of workshops and companies in Poland and abroad for many years.
The Welder Fantasy brand means:
- Highest-quality equipment,
- Guarantee of reliability,
- High level of performance,
- Leader on the Polish market.
"WELDER FANTASY" IS A PROTECTED AND REGISTERED TRADEMARK – see the Certificate of Registration.
BEST MIG 231 4x4 is a modern and synergic inverter welder, offering many optional features for performing various welding operations. Its main advantage is the possibility it gives to weld using a single or double pulse current with the MIG or MAG method, and also the possibility to use synergic settings.
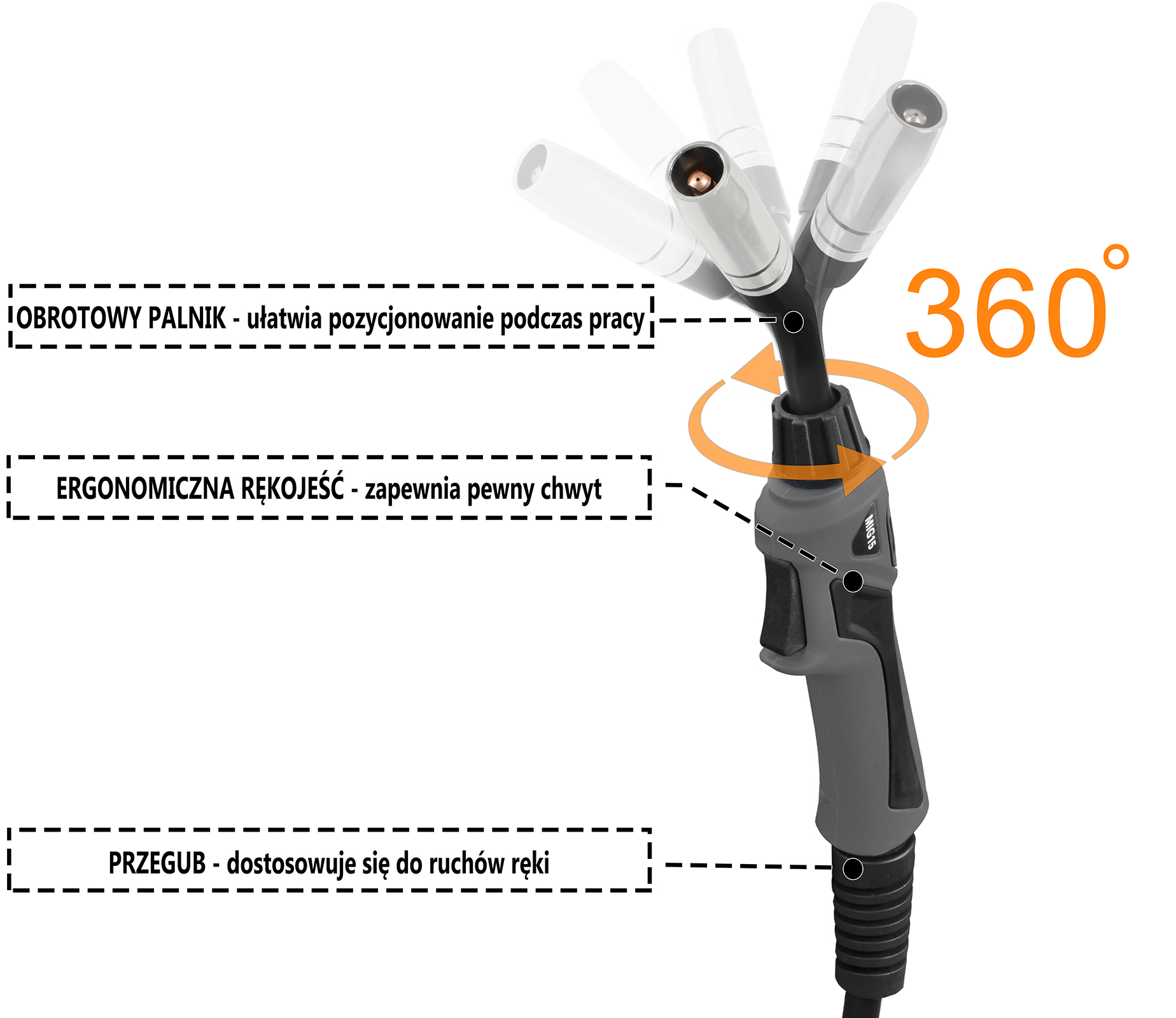
The machine’s reliability and wide range of applications will satisfy even the most demanding users. Thanks to the MIG/MAG gun with 360° rotary torch, it is possible to weld in hard-to-reach places. The Welder Fantasy BEST MIG 231 4x4 is a multi-functional, semi-automatic inverter welding machine equipped with 4-roll professional, new generation feeder designed for manual arc welding of metals and metal alloys using the following methods:
* MIG/MAG double pulse,
* MIG/MAG single pulse,
* MIG/MAG - continuous welding in synergic mode,
* FCAW - welding using self-shielding wire,
* Braze welding,
* SPOT - MIG/MAG spot welding,
* TIG lift pulse - TIG DC welding using pulse current,
* TIG lift - TIG DC welding,
* MMA - coated electrode welding.
The intuitive, easy-to-use control panel with colour display allows you to quickly set all the key welding parameters. Thanks to the synergic settings, it’s possible to automatically adjust the welding parameters with only one knob such as: voltage, current and wire feed rate . Right after selection of the shielding gas, the display shows the information about the diameters of the welding wire available in the given welding program.
The welding machine allows smooth regulation of the voltage and current and is equipped with a thermal overload protection system which protects the integrated circuits against excessive heat.
To increase comfort and reduce noise levels, the fan turns on automatically when is needed instead of operating continuously after the device is turned on.
Thanks to its application of state-of-the-art IGBT technology and high-quality components, the BEST MIG 231 4x4 welding machine is the perfect choice for professional welding operations in the automotive and steel construction industries, and many others.
 IGBT technology (Insulated Gate Bipolar Transistor) - this is a modern technology based on bipolar transistors with an insulated gate. It combines the ease of control of field-effect transistors with the high breakdown voltage and switching speed of bipolar transistors. The use of IGBT technology has a significant impact on extending the reliable operation time of the welding equipment.
IGBT technology (Insulated Gate Bipolar Transistor) - this is a modern technology based on bipolar transistors with an insulated gate. It combines the ease of control of field-effect transistors with the high breakdown voltage and switching speed of bipolar transistors. The use of IGBT technology has a significant impact on extending the reliable operation time of the welding equipment.
 High efficiency of 60%.
High efficiency of 60%.
 MIG/MAG - arc welding with a gas shield is one of the most commonly used welding methods in the production of welded structures. The semi-automatic welding process involves fusing the edges of the workpiece and the consumable electrode material with the heat of an electric arc, glowing between the solid wire electrode and the welded part. The process is performed with an inert or active gas shield.
MIG/MAG - arc welding with a gas shield is one of the most commonly used welding methods in the production of welded structures. The semi-automatic welding process involves fusing the edges of the workpiece and the consumable electrode material with the heat of an electric arc, glowing between the solid wire electrode and the welded part. The process is performed with an inert or active gas shield.
 MIG PULSE - an advanced welding method that uses the best technique for transferring the melted electrode material onto the welded workpiece. As no short circuits occur, pulse welding does not produce spatter and excludes the “cold influx” phenomenon. The welding positions in pulse welding are not limited because they are derived from globular or spray forms, and their use is definitely more efficient. By cooling the spray arc process, the MIG PULSE method is able to expand the welding range, and the smaller heat input doesn’t cause a problem with burning through thin materials. MIG PULSE is one of the best welding processes for a wide range of applications and metals.
MIG PULSE - an advanced welding method that uses the best technique for transferring the melted electrode material onto the welded workpiece. As no short circuits occur, pulse welding does not produce spatter and excludes the “cold influx” phenomenon. The welding positions in pulse welding are not limited because they are derived from globular or spray forms, and their use is definitely more efficient. By cooling the spray arc process, the MIG PULSE method is able to expand the welding range, and the smaller heat input doesn’t cause a problem with burning through thin materials. MIG PULSE is one of the best welding processes for a wide range of applications and metals.
 DOUBLE PULSE MIG - using the double pulse MIG/MAG welding method means you can achieve an attractive weld-face effect (scales-like effect). In addition, the use of an automatic wire feed greatly improves the welding performance. The double pulse MIG/MAG method allows you to adjust the current pulse (pulse balance) and also adjust the wire feed rate. This helps to significantly improve the look of the weld face. During a double pulse MIG/MAG welding operation, the current pulses are limited within two ranges. The sequential system implemented in our devices automatically combines two levels of pulses: hot and cold.
DOUBLE PULSE MIG - using the double pulse MIG/MAG welding method means you can achieve an attractive weld-face effect (scales-like effect). In addition, the use of an automatic wire feed greatly improves the welding performance. The double pulse MIG/MAG method allows you to adjust the current pulse (pulse balance) and also adjust the wire feed rate. This helps to significantly improve the look of the weld face. During a double pulse MIG/MAG welding operation, the current pulses are limited within two ranges. The sequential system implemented in our devices automatically combines two levels of pulses: hot and cold.
The benefits of using the double pulse MIG/MAG method:
- the double pulse MIG/MAG welding method is faster than the TIG method,
- the double pulse MIG/MAG method ensures an excellent final appearance of the joint, similar to the TIG method,
- the double pulse MIG/MAG method also causes less distortion than the TIG method.
 AUTO - synergic settings. In the AUTO mode, the user selects the basic welding parameters, such as the type of material, the thickness of the workpiece to be welded and the diameter of the welding wire. The device’s other parameters are selected automatically using a database of uploaded programs.
AUTO - synergic settings. In the AUTO mode, the user selects the basic welding parameters, such as the type of material, the thickness of the workpiece to be welded and the diameter of the welding wire. The device’s other parameters are selected automatically using a database of uploaded programs.
 TIG DC lift-arc - with the TIG method, the electric arc is ignited under an inert gas (argon) shield, between the welded element and the non-fusible electrode made of pure tungsten or tungsten with additives. In the TIG lift-arc mode, the arc is ignited when the electrode comes into contact with the workpiece. In the TIG DC mode, the current is constant.
TIG DC lift-arc - with the TIG method, the electric arc is ignited under an inert gas (argon) shield, between the welded element and the non-fusible electrode made of pure tungsten or tungsten with additives. In the TIG lift-arc mode, the arc is ignited when the electrode comes into contact with the workpiece. In the TIG DC mode, the current is constant.
 TIG DC PULS lift-arc - arc ignition occurs through contact of the electrode with the workpiece. The pulse function allows the welding of thin components through periodic current changes.
TIG DC PULS lift-arc - arc ignition occurs through contact of the electrode with the workpiece. The pulse function allows the welding of thin components through periodic current changes.
 MMA - coated electrode welding method, where the electrode is comprised of a metal core covered with a special coating. The welder feeds the electrode as it melts into the workpiece, so as to keep the arc at a constant length, pushing it at the same time along the welding line. It allows welding using all types of electrodes, such as basic, cellulose, rutile or acid.
MMA - coated electrode welding method, where the electrode is comprised of a metal core covered with a special coating. The welder feeds the electrode as it melts into the workpiece, so as to keep the arc at a constant length, pushing it at the same time along the welding line. It allows welding using all types of electrodes, such as basic, cellulose, rutile or acid.
 MMA VRD - the VRD (Voltage Reduction Device) function available in MMA mode is a module that reduces the quiescent (no-load) voltage of the secondary circuit of the welding machine. The VRD function increases safety and reduces the risk of electric shock. This function turns the welding power off and on when the resistance between the electrode and the welded workpiece is measured during welding.
MMA VRD - the VRD (Voltage Reduction Device) function available in MMA mode is a module that reduces the quiescent (no-load) voltage of the secondary circuit of the welding machine. The VRD function increases safety and reduces the risk of electric shock. This function turns the welding power off and on when the resistance between the electrode and the welded workpiece is measured during welding.
Additional features:
- Braze welding - once the CuSi wire has been selected, the device can perform braze welding. This method is used mainly in the automotive industry to tack galvanized sheets together.
- Inductance control during MIG/MAG welding - properly selected welding inductance reduces the amount of spatter. The inductance depends on the diameter of the welding wire, the shield gas used, the current and the welding position. Reducing the inductance makes the arc more stable and intensive, while increasing it will contribute to the formation of a fluid weld pool and help to reduce spatter. Properly selected inductance leads to a more stable arc, the even transfer of liquid metal drops, maintenance of a constant size of the weld pool and a characteristic, repetitive sound without spatters or explosions.
- arc ignition through:
- • S2T - two cycle special - when the button is pressed, the gas will flow at the time set by the user and the welding arc will ignite. The arc voltage at the start will be increased and fall to the value of the main welding current at the set time. When the button is released, the current will drop to the final current. The arc will then expire and the shielding gas will come out within the set time,
- • S4T - four cycle special - when the button is pressed and released, gas will flow at the user-set time and the welding arc will ignite. The arc voltage at the start will be increased and fall to the value of the main welding current at the set time. When you press and release the button again, the current will drop to the end current. The arc will then expire and the shielding gas will come out within the set time,
- MIG/MAG SPOT welding - in spot welding mode, it is possible to set the gas outflow time before welding, the duration of welding, the welding current and the gas outflow time after the arc expires,
- MIG/MAG CSPOT welding - continuous spot welding mode, which allows you to set the break time between welds,
- pulse frequency control in the range of 0 – 5 Hz,
- pulse cycle control in the range of 20 - 80%,
- pulse modulation in the range of 5 - 50%,
- adjustment of HotI and EndI parameters - setting the value of the increased arc voltage at the start and the value of the final voltage, i.e crater filling,
- BURN BACK - a function that prevents the electrode wire from sticking to the contact tip by quickly pulling the wire out once the welding operation has been completed. The device allows you to set the burn back function time in a range from -90 - 90%,
- PRE GAS - regulation of the shielding gas outflow time before welding start-up in a range from 0 - 10s,
- POST GAS - regulation of the shielding gas flow time after welding completion in a range from 0,1 - 50s,
- HOT START - a function that increases the current when the arc ignites, facilitating the start-up of the welding operation,
- ARC FORCE - regulation of the current when there is a short-circuit. It means that any shortening of the arc length is accompanied by an increase in the welding current, helping to stabilise the arc regardless of any fluctuations in length.
THE COMPLETE KIT INCLUDES:
- Welder Fantasy BEST MIG 231 4x4 power source,
- MIG/MAG welding gun MB15 3m EURO with welding current adjustment and with 360° rotary torch,
- ground cable 2m,
- cable with electrode holder 2m,
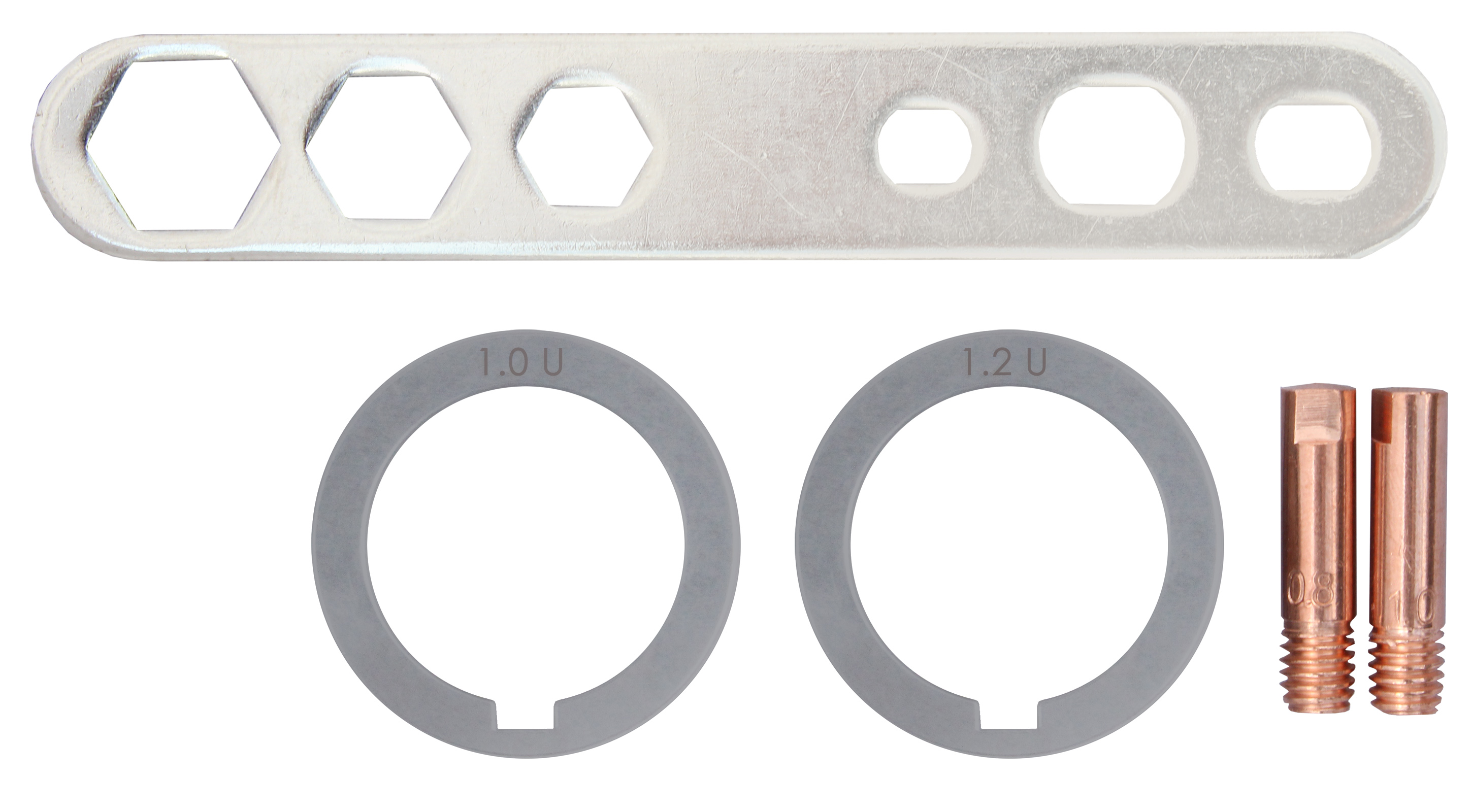
- 2 rolls of 0,8 - 1,0 V steel wire feed spool + additional rolls of 1,0 - 1,2 U aluminium wire feed spools,
- teflon conduit liner,
- gas hose - 3 m,
- User Manual in Polish plus Warranty Card.
TECHNICAL DATA:
| Parameter |
BEST MIG 231 4x4
|
| Power Supply |
Rated Input Voltage [V]
|
1~230
|
| Frequency [Hz] |
50/60 |
Power Fluctuation Tolerance [%]
|
±10
|
| Fuse Type [A] |
20 |
| Rated Input Capacity [kVA] |
7,7
|
| Non Load voltage [V] |
58 |
| Output Voltage Control |
smooth
|
| MIG/MAG |
| MIG/MAG Current Range [A] |
40 - 200 |
MIG/MAG Duty Cycle
|
60% / 200A |
100% / 155A
|
| Wire Diameter [mm] |
0,6 - 1,2
|
| Wire Feeder Type |
4R PROF.
|
| Inductance [%] |
-50 - 50 |
| Burn time [%] |
-50 - 50 |
| MIG/MAG SPOT time [s] |
0,1 - 9,9 |
| SOFT START [m/min] |
1 - 25,5 |
| Pulse Frequency [Hz] |
0,5 - 5,0 |
| Duty Cycle [%] |
20 - 80 |
| Pulse Modulation [%] |
5 -50 |
| MMA |
| MMA Welding Current [A] |
20 - 200 |
MMA Duty Cycle
|
60% / 150A
|
100% / 112A
|
| ARC FORCE |
0 - 205A |
| HOT START |
Current Range: 0-150A
Time duration: 0-99ms
|
Other Parameters
|
| Insulation class |
F |
| Degree of Protection |
IP21S |
| Weight [kg] |
13 |
| Dimensions heigh/width/length [mm] |
360 / 210 / 470 |
SYNERGIC SETTINGS TABLE: LINK
 Continue shopping
Continue shopping











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}