Inverter Welding Machine TIG BI-POWER 320 PERFECT AC/DC Welder Fantasy
Item internal code: BP320
Description:
PRODUCENT: FACHOWIEC F.H.W.
GWARANT: FACHOWIEC F.H.W.
Welder Fantasy is a brand created by the company FACHOWIEC in 1991. The TIG/MMA inverter welding machines, MIG/MAG semi-automatic welding machines, plasma cutters and other equipment which come with the Welder Fantasy trademark have been acclaimed by thousands of workshops and companies in Poland and abroad for many years. The Welder Fantasy brand means:
- Highest-quality equipment,
- Guarantee of reliability,
- High level of performance,
- Leader on the Polish market.
"WELDER FANTASY" IS A PROTECTED AND REGISTERED TRADEMARK – see the Certificate of Registration
The Welder Fantasy BI-POWER TIG 320 PERFECT AC/DC industrial welding machines are microprocessor-based welding power sources based on IGBT technology, designed for welding carbon, stainless and acid-resistant steels, as well as copper, brass, magnesium, titanium and all aluminium alloys. The machine’s reliability and wide range of applications will satisfy even the most demanding users.
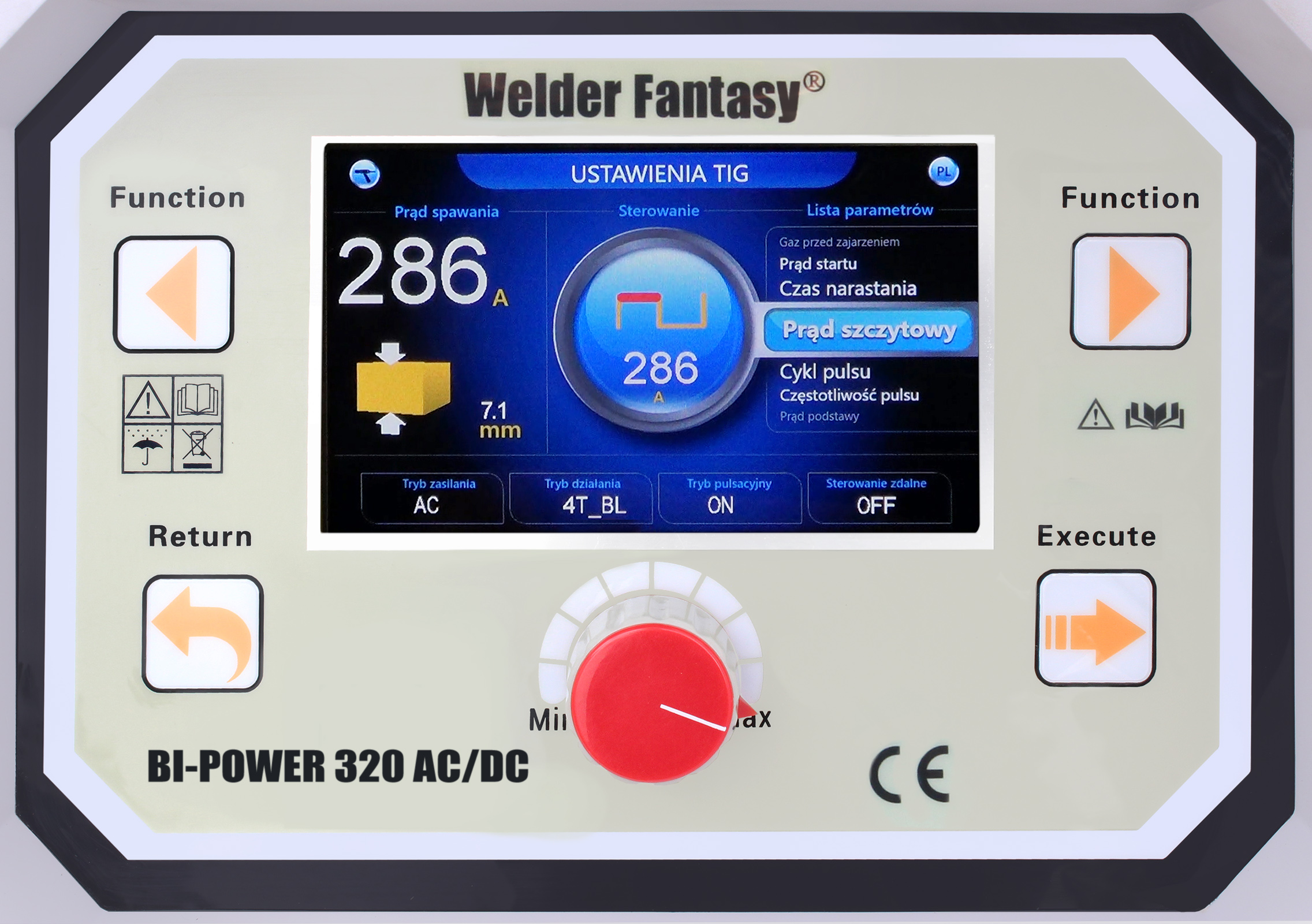
The intuitive, easy-to-use control panel with colour display allows you to quickly set all the key welding parameters. The menu is available in four languages:
- Polish,
- English,
- German,
- Russian.
Thanks to its application of state-of-the-art IGBT technology and high-quality components, the Welder Fantasy BI-POWER TIG 320 PERFECT AC/DC welding machine equipped with an integrated water cooler is the perfect choice for professional welding operations in the automotive and steel construction industries, and many others.
 IGBT technology (Insulated Gate Bipolar Transistor) - this is a modern technology based on bipolar transistors with an insulated gate. It combines the ease of control of field-effect transistors with the high breakdown voltage and switching speed of bipolar transistors. The use of IGBT technology has a significant impact on extending the reliable operation time of the welding equipment.
IGBT technology (Insulated Gate Bipolar Transistor) - this is a modern technology based on bipolar transistors with an insulated gate. It combines the ease of control of field-effect transistors with the high breakdown voltage and switching speed of bipolar transistors. The use of IGBT technology has a significant impact on extending the reliable operation time of the welding equipment.
The Welder Fantasy BI-POWER TIG 320 PERFECT AC/DC allows for welding using the following methods:
 |
TIG AUTO – synergic settings. In the AUTO mode, the user selects the basic welding parameters, such as the type of material, the thickness of the workpiece to be welded and the diameter of the welding wire. The device’s other parameters are selected automatically using a database of uploaded programs. The AUTO mode allows for welding with a continuous current only - it does not allow for adjustment of the PULSE or double PULSE settings. |
 |
TIG DC PULSE lift-arc – arc ignition occurs through contact of the electrode with the workpiece. The pulse function allows the welding of thin components through periodic current changes. |
 |
TIG DC PULSE HF – HF contactless ignition with the ionizer takes place in the TIG DC PULSE mode |
 |
TIG DC lift-arc – with the TIG method, the electric arc is ignited under an inert gas (argon) shield, between the welded element and the non-fusible electrode made of pure tungsten or tungsten with additives. In the TIG lift-arc mode, the arc is ignited when the electrode comes into contact with the workpiece. In the TIG DC mode, the current is constant. |
 |
TIG DC HF – in order to completely eliminate the possibility of contaminating the joint with tungsten, it is recommended not to touch the workpiece with the electrode. To achieve this goal, contactless arc ignition with high-frequency discharges generated by the built-in ionizer is used. |
 |
TIG AC PULSE lift-arc – this welding process utilises the combination of an alternating current and pulses, allowing very thin aluminium elements to be welded. The arc is ignited by contact of the electrode with the workpiece. |
 |
TIG AC PULSE HF – a function enabling thin elements made from aluminium to be welded. Non-contact ignition occurs through the use of the ionizer. |
 |
TIG AC lift-arc – a function that enables aluminium welding with an alternating current, which performs the function of cathodic cleaning in the aluminium welding process. Thanks to the AC BALANCE parameter setting, it is possible to adjust the ratio of the duration of mutual phases. |
 |
TIG AC HF – a similar function enabling aluminium welding with an alternating current. Arc ignition occurs without contact, due to the high-frequency current generated by the ionizer. |
 |
BiLEVEL – TIG welding with the possibility of switching between two different values of welding current and voltage, without quenching the electric arc. It is a great help when making continuous welds on a variable thickness material without quenching the arc and interrupting welding.
|
 |
MMA DC+ – coated electrode welding method, where the electrode is comprised of a metal core covered with a special coating. An electric arc is maintained between the end of the electrode and the workpiece. The arc is ignited by touching the workpiece with the tip of the electrode. MMA DC+ involves welding with positive polarity, and as a result more heat is generated in the material and less on the electrode. |
 |
MMA DC- – the difference compared to MMA DC+ is that the polarity in the MMA DC- mode is negative, so the heat distribution is inverted, resulting in more heat being generated on the electrode and less in the welded material. |
Additional features:
- AC waveform selection:
 - rectangular,
- rectangular,
- sinusoidal,
- triangular,
- triangular rising,
- triangular falling,
- trapezoidal,
- 2T/4T - selection of the button operating mode for the TIG welding gun between the two-cycle, four-cycle.
- 4T BiLEVEL - TIG welding with the possibility of switching between two different values of welding current and voltage, without quenching the electric arc.
- C-SPOT - continuous spot welding. After setting welding time and pause time, continuous spot welding is possible. This function provides equal distance between welds.
- Panel / Remote - welding parameters setting from panel or by pedal or potentiometer on the torch.
- 18 programs - it is possible to save 18 individual welding programs.
- PRE and POST GAS - regulation of the shielding gas outflow time before welding start-up and after welding completion.
- UP and DOWN SLOPE - the rise and fall of the welding current.
- HOT START - a function that increases the current when the arc ignites, facilitating the start-up of the welding operation.
- ARC FORCE - regulation of the current when there is a short-circuit. It means that any shortening of the arc length is accompanied by an increase in the welding current, helping to stabilise the arc regardless of any fluctuations in length.
THE COMPLETE KIT INCLUDES:
- Welder Fantasy BI-POWER TIG 320 PERFECT AC/DC power source,
- welding gun - TIG SRT-18 4m with welding current adjustment,
- ground cable 4m,
- cable with electrode holder 4m,
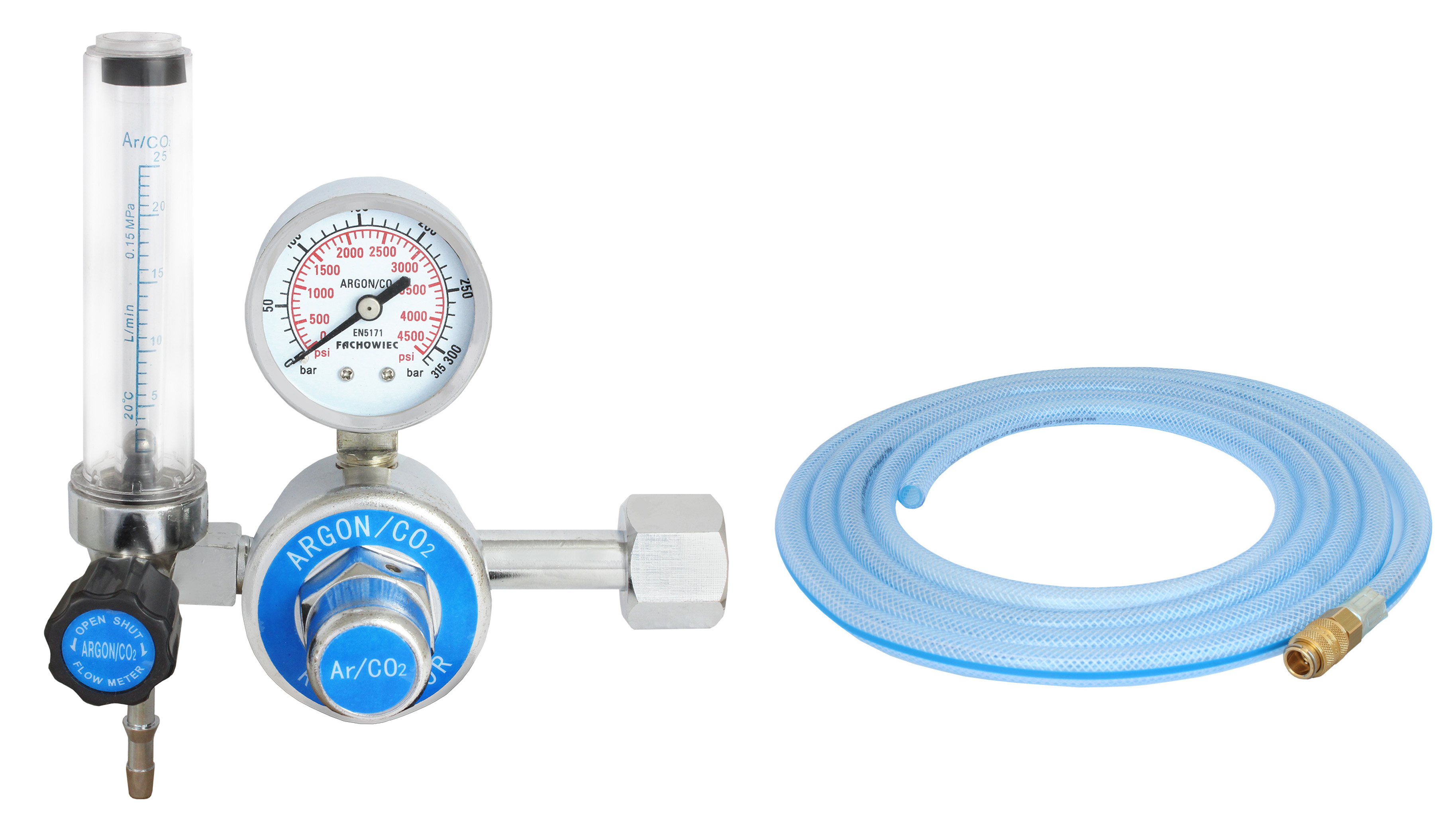
- CO2/Ar gas regulator (RED114),
- gas hose with quickcoupling,
- User Manual in Polish plus Warranty Card.
TECHNICAL DATA:
|
Parameter
|
WF BI-POWER 320 PERFECT
TIG AC/DC
|
|
Power Supply
|
|
Rated Input Voltage [V]
|
3~400V
|
|
Frequency [Hz]
|
50
|
|
Rated Input Capacity [kVA]
|
TIG: 9,2 / MMA: 9,5
|
|
Current Range [A]
|
|
TIG DC
|
10 – 320
|
TIG AC
|
10 – 320
|
|
Duty Cycle [%]
(at temperature 40°C)
|
30% 320A
60% 226A
100% 175A
|
|
AC wave form
|
- rectangular,
- sinusoidal,
- triangular,
- triangular rising,
- triangular falling,
- trapezoidal,
|
|
AC frequency[Hz]
|
40-200
|
|
AC balance [%]
|
10-90
|
|
AC/DC Pre Flow / Post Flow [s]
|
0-10 / 0-10
|
|
DC Start Current / Crater Current [A]
|
10-320 |
|
AC Start Current / Crater Current [A]
|
20-320 |
|
DC Pulse Base Current [A]
|
10-304 |
|
AC Pulse Base Current [A]
|
20-304 |
|
Pulse Frequency [Hz]
|
1-200 |
|
Pulse Modulation [%]
|
5-95 |
|
TIG Arc Ignition
|
HF (ionizer) / LIFT |
|
Non load voltage [V]
|
74
|
|
Current Range MMA [A]
|
30-250 |
Duty Cycle[%]
(at temperature 40°C) |
30% 250A
60% 177A
100% 137A |
| Arc Force [%] |
0-100 |
|
Other Parameters
|
|
Insulation Class
|
F
|
|
Degree of Protection
|
IP21S
|
|
Weight [kg]
|
53,8
|
|
Dimensions h/w/l [mm]
|
810 / 510 / 800
|
 Continue shopping
Continue shopping











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}