Welder Fantasy MIG/MAG Inverterschweißgerät 3in1 BEST MIG 230V 4 Rollen Antrieb /Pulsschweißen/Doppelpulsschweißen/MIG-Löten/WIG Gleichstrom ohne HF-Zündung/E-hand MMA/Fülldraht Schweißgerät Schutzgasschweißgerät
Produkt-Code: BM231
Beschreibung:
PRODUZENT: FACHOWIEC F.H.W.
GARANT: FACHOWIEC F.H.W.
Welder Fantasy ist eine Marke, die 1991 von der Fa. FACHOWIEC gegründet wurde. Inverter WIG/MMA-Schweißgeräte, halbautomatische MIG/MAG-Schweißgeräte, Plasmaschneider und andere Ausrüstungen der Marke Welder Fantasy werden seit vielen Jahren von Tausenden von Werkstätten und Unternehmen in Polen und im Ausland geschätzt.
Die Marke Welder Fantasy bedeutet:
- Geräte höchster Qualität,
- Garantierte Zuverlässigkeit,
- Hohe Leistungsparameter,
- Marktführer auf dem polnischen Markt.
„WELDER FANTASY“ IST EIN GESCHÜTZTES UND EINGETRAGENES WARENZEICHEN - siehe Schutzzertifikat
Welder Fantasy BEST MIG 231 4x4 ist eine moderne, synergetische Inverterquelle, die viele Möglichkeiten beim Schweißen bietet. Ihre Hauptvorteile sind die Möglichkeit, mit einfachem oder doppeltem Pulsstrom im MIG- oder MAG-Modus zu schweißen und die Möglichkeit, synergetische Einstellungen zu verwenden.
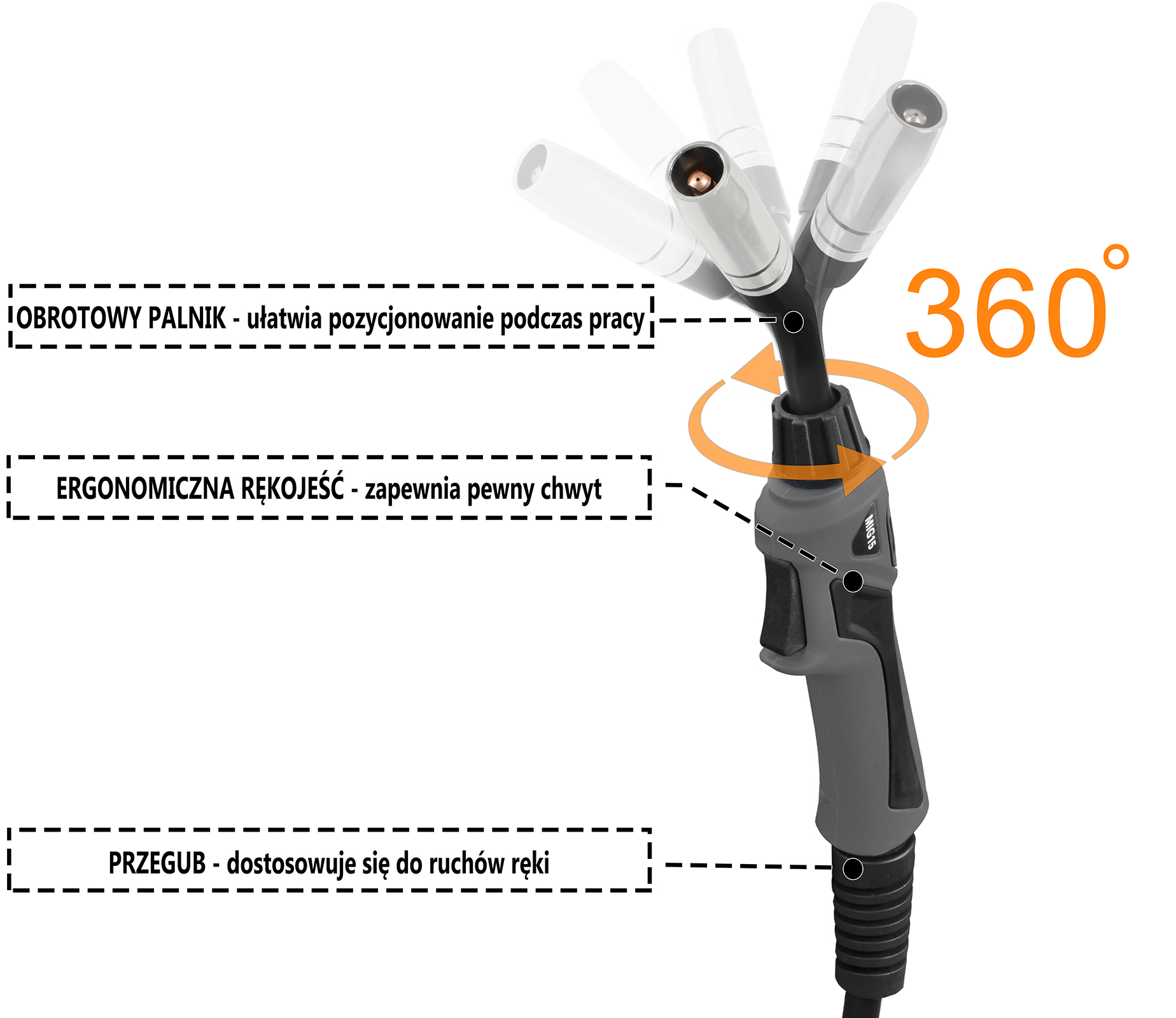
Dank ihrer Zuverlässigkeit und ihres breiten Anwendungsspektrums stellen diese Maschinen auch die anspruchsvollsten Benutzer zufrieden. Dank des MIG/MAG-Schweißbrenners mit Drehbrenner ist es möglich, an schwer zugänglichen Stellen zu schweißen. Die multifunktionale, halbautomatische Inverter-Schweißmaschine BEST MIG 231 4x4 ausgestattet mit einem 4-Rollen-Drahtvorschub, ist für das manuelle Lichtbogenschweißen von Metallen und Metalllegierungen mit den folgenden Verfahren konzipiert:
* MIG/MAG,
* MIG/MAG mit Doppelpuls-Option,
* MIG/MAG - kontinuierliches des synergetischen MIG/MAG-Schweißens,
* FCAW - Schutzdraht schweißen,
* Lötschweißen,
* SPOT - MIG/MAG SPOT-Punktschweißen,
* WIG lift pulse - WIG DC-Schweißen mit Puls-Option,
* WIG lift - WIG DC-Schweißen,
* MMA - Schweißen mit einer ummantelte Elektrode.
Ein intuitives, einfach zu bedienendes Bedienfeld ermöglicht die schnelle Einstellung aller wichtigen Schweißparameter. Dank der synergetischen Einstellungen ist es möglich, Schweißparameter wie Lichtbogenspannung und -intensität sowie Drahtvorschubgeschwindigkeit mit einem Regler. Das Gerät ermöglicht auch die Wahl den Schweißdrahtdurchmesser, die Dicke und die Art des Materials anzupassen.
Das Gerät verfügt über eine stufenlose Einstellung von Schweißspannung und -strom und ist mit einem thermischen Überlastungsschutzsystem ausgestattet, das vor einer übermäßigen Erwärmung des integrierten Schaltkreises schützt. Um den Komfort zu erhöhen und den Geräuschpegel zu reduzieren, schaltet sich der Lüfter automatisch ein, anstatt beim Einschalten des Geräts kontinuierlich zu arbeiten.
Durch den Einsatz moderner IGBT-Technologie und hochwertiger Komponenten ist der Welder Fantasy BEST MIG 231 4x4 ideal für professionelles Schweißen in Branchen wie der Automobilindustrie, im Metallbau und vielen anderen.
 IGBT-Technologie - Insulated Gate Bipolar Transistor - ist eine moderne Technologie, die auf Bipolartransistoren mit isoliertem Gate basiert. Sie kombiniert die einfache Steuerung von Feldeffekttransistoren mit der hohen Durchbruchspannung und Schaltgeschwindigkeit von Bipolartransistoren. Durch den Einsatz der IGBT-Technologie wird der zuverlässige Betrieb von Schweißgeräten deutlich verlängert.
IGBT-Technologie - Insulated Gate Bipolar Transistor - ist eine moderne Technologie, die auf Bipolartransistoren mit isoliertem Gate basiert. Sie kombiniert die einfache Steuerung von Feldeffekttransistoren mit der hohen Durchbruchspannung und Schaltgeschwindigkeit von Bipolartransistoren. Durch den Einsatz der IGBT-Technologie wird der zuverlässige Betrieb von Schweißgeräten deutlich verlängert.
 Hoher Wirkungsgrad des Geräts von 60 %.
Hoher Wirkungsgrad des Geräts von 60 %.
 MIG/MAG - Das Schutzgasschweißen ist eines der am häufigsten verwendeten Verfahren zur Herstellung von Schweißkonstruktionen. Das halbautomatische Schweißverfahren besteht darin, dass die Kanten des Werkstücks und das Material der Schmelzelektrode durch die Hitze eines elektrischen Lichtbogens zwischen einer Elektrode in Form eines Massivdrahtes und dem zu schweißenden Werkstück in einem Schutzgas oder Aktivgas geschmolzen werden.
MIG/MAG - Das Schutzgasschweißen ist eines der am häufigsten verwendeten Verfahren zur Herstellung von Schweißkonstruktionen. Das halbautomatische Schweißverfahren besteht darin, dass die Kanten des Werkstücks und das Material der Schmelzelektrode durch die Hitze eines elektrischen Lichtbogens zwischen einer Elektrode in Form eines Massivdrahtes und dem zu schweißenden Werkstück in einem Schutzgas oder Aktivgas geschmolzen werden.
 MIG PULSE - eine fortgeschrittene Form des Schweißens, die die beste aller Formen der Übertragung von geschmolzenem Elektrodenmaterial auf das zu schweißende Werkstück nutzt. Im Gegensatz zu Kurzschlüssen entstehen beim Impulsschweißen keine Spritzer und es besteht auch nicht die Gefahr des kalten „Zuflusses“. Impulsschweißpositionen sind nicht begrenzt, da sie Ableitungen von Kugel- oder Sprühformen sind und weitaus effizienter zu verwenden sind. Durch die Abkühlung des Sprühlichtbogens kann das Puls-MIG-Verfahren den Schweißbereich erweitern, und die geringere Wärmeeinbringung führt nicht zu Problemen beim Durchbrennen dünner Materialien. PULSE MIG ist eines der besten Schweißverfahren für eine breite Palette von Anwendungen und Metallarten.
MIG PULSE - eine fortgeschrittene Form des Schweißens, die die beste aller Formen der Übertragung von geschmolzenem Elektrodenmaterial auf das zu schweißende Werkstück nutzt. Im Gegensatz zu Kurzschlüssen entstehen beim Impulsschweißen keine Spritzer und es besteht auch nicht die Gefahr des kalten „Zuflusses“. Impulsschweißpositionen sind nicht begrenzt, da sie Ableitungen von Kugel- oder Sprühformen sind und weitaus effizienter zu verwenden sind. Durch die Abkühlung des Sprühlichtbogens kann das Puls-MIG-Verfahren den Schweißbereich erweitern, und die geringere Wärmeeinbringung führt nicht zu Problemen beim Durchbrennen dünner Materialien. PULSE MIG ist eines der besten Schweißverfahren für eine breite Palette von Anwendungen und Metallarten.
 MIG DOPPEL-PULSE - das Schweißen mit dem MIG/MAG-Verfahren mit Doppelpuls erzielt eine hohe Oberflächengüte (Zundereffekt). Darüber hinaus verbessert der Einsatz einer automatischen Drahtzuführung die Effizienz des Schweißens. Das MIG/MAG-Doppelpulsverfahren ermöglicht die Einstellung der Strompulse (Pulsbalance) und die Einstellung der Drahtvorschubgeschwindigkeit. Dadurch wird das Aussehen der Schweißnaht verbessert. Beim Doppelimpuls-MIG/MAG-Schweißen treten die Stromimpulse in zwei Bereichen auf. Das sequentielle System unserer Maschinen kombiniert automatisch zwei Ebenen von Impulsen: heiß und kalt.
MIG DOPPEL-PULSE - das Schweißen mit dem MIG/MAG-Verfahren mit Doppelpuls erzielt eine hohe Oberflächengüte (Zundereffekt). Darüber hinaus verbessert der Einsatz einer automatischen Drahtzuführung die Effizienz des Schweißens. Das MIG/MAG-Doppelpulsverfahren ermöglicht die Einstellung der Strompulse (Pulsbalance) und die Einstellung der Drahtvorschubgeschwindigkeit. Dadurch wird das Aussehen der Schweißnaht verbessert. Beim Doppelimpuls-MIG/MAG-Schweißen treten die Stromimpulse in zwei Bereichen auf. Das sequentielle System unserer Maschinen kombiniert automatisch zwei Ebenen von Impulsen: heiß und kalt.
Die Vorteile der MIG-MAG-Methode mit Doppelpuls sind:
- MIG/MAG- Doppelpulsschweißen ist schneller als WIG-Schweißen.
- Das MIG/MAG-Doppelpulsschweißen erreicht die gleiche hohe Ästhetik wie das WIG-Schweißen.
- Das MIG/MAG-Doppelpulsschweißen erzeugt weniger Verzug als das WIG-Schweißen.
 AUTO - synergetische Einstellungen – automatische Anpassung der Schweißparameter wie Lichtbogenspannung und -intensität sowie Drahtvorschubgeschwindigkeit. Mit einem Regel passt der Benutzer alle aufgelisteten Parameter gleichzeitig an.
AUTO - synergetische Einstellungen – automatische Anpassung der Schweißparameter wie Lichtbogenspannung und -intensität sowie Drahtvorschubgeschwindigkeit. Mit einem Regel passt der Benutzer alle aufgelisteten Parameter gleichzeitig an.
 WIG DC lift-arc - Beim WIG-Verfahren wird ein Lichtbogen in einem Schutzgas (Argon) zwischen dem Werkstück und einer unschmelzbaren Elektrode aus reinem Wolfram oder Wolfram mit Zusätzen gezündet. Im Modus WIG Lift-Arc wird der Lichtbogen gezündet, wenn die Elektrode mit dem Werkstück in Kontakt kommt. Im Modus WIG-DC ist der Strom konstant.
WIG DC lift-arc - Beim WIG-Verfahren wird ein Lichtbogen in einem Schutzgas (Argon) zwischen dem Werkstück und einer unschmelzbaren Elektrode aus reinem Wolfram oder Wolfram mit Zusätzen gezündet. Im Modus WIG Lift-Arc wird der Lichtbogen gezündet, wenn die Elektrode mit dem Werkstück in Kontakt kommt. Im Modus WIG-DC ist der Strom konstant.
 WIG DC PULS lift-arc - der Lichtbogen wird durch den Kontakt zwischen der Elektrode und dem zu schweißenden Material gezündet, die Impulsfunktion ermöglicht das Schweißen von dünnen Werkstücken durch periodische Variation des Stroms.
WIG DC PULS lift-arc - der Lichtbogen wird durch den Kontakt zwischen der Elektrode und dem zu schweißenden Material gezündet, die Impulsfunktion ermöglicht das Schweißen von dünnen Werkstücken durch periodische Variation des Stroms.
 MMA - ein Verfahren, bei dem eine ummantelte Elektrode verwendet wird, die aus einem mit einer Beschichtung versehenen Metallkern besteht. Der Schweißer führt die Elektrode beim Einschmelzen in das Werkstück vor, um eine konstante Lichtbogenlänge zu erhalten, und bewegt gleichzeitig das schmelzende Ende der Elektrode entlang der Schweißlinie. Das Gerät ermöglicht das Schweißen mit allen Arten von Elektroden, z. B. alkalischen, Zellulose-, Rutil- oder sauren Elektroden.
MMA - ein Verfahren, bei dem eine ummantelte Elektrode verwendet wird, die aus einem mit einer Beschichtung versehenen Metallkern besteht. Der Schweißer führt die Elektrode beim Einschmelzen in das Werkstück vor, um eine konstante Lichtbogenlänge zu erhalten, und bewegt gleichzeitig das schmelzende Ende der Elektrode entlang der Schweißlinie. Das Gerät ermöglicht das Schweißen mit allen Arten von Elektroden, z. B. alkalischen, Zellulose-, Rutil- oder sauren Elektroden.
 MMA VRD - im MMA-Modus verfügbar, reduziert die Funktion VRD (Voltage Reduction Device) die Ruhespannung (Leerlaufspannung) des Sekundärkreises der Maschine. Sie erhöht die Sicherheit und verringert das Risiko eines Stromschlags. Die Funktion schaltet den Schweißstrom aus und ein, wenn während des Schweißens der Widerstand zwischen den Elektrodenspitzen und dem Werkstück gemessen wird.
MMA VRD - im MMA-Modus verfügbar, reduziert die Funktion VRD (Voltage Reduction Device) die Ruhespannung (Leerlaufspannung) des Sekundärkreises der Maschine. Sie erhöht die Sicherheit und verringert das Risiko eines Stromschlags. Die Funktion schaltet den Schweißstrom aus und ein, wenn während des Schweißens der Widerstand zwischen den Elektrodenspitzen und dem Werkstück gemessen wird.
Zusätzliche Funktionen:
- Lötschweißen - nach Auswahl des CuSi-Drahttyps ermöglicht das Gerät das Hartlöten, das vor allem in der Automobilindustrie zum Verbinden von verzinkten Blechen verwendet wird.
- Regulierung der Induktivität beim MIG/MAG-Schweißen - eine richtig gewählte Schweißinduktivität trägt zur Reduzierung von Schweißspritzern bei. Sie hängt vom Schweißdrahtdurchmesser, dem verwendeten Schutzgas, dem Schweißstrom und der Schweißposition ab. Eine Verringerung der Induktivität macht den Lichtbogen stabiler und konzentrierter, während eine Erhöhung der Induktivität ein glatteres Schmelzbad erzeugt und Spritzer reduziert. Ein richtig gewählter Lichtbogen ist stabil, die flüssigen Metalltropfen werden gleichmäßig übertragen, das Schweißbad behält eine konstante Größe und es gibt ein charakteristisches, sich wiederholendes Geräusch ohne Spritzer oder Explosionen.
- Lichtbogenzündung durch:
- S2T - Doppeltakt special – wenn die Taste gedrückt wird, strömt das Gas zu der vom Benutzer eingestellten Zeit und der Schweißlichtbogen wird gezündet. Die Lichtbogenspannung steigt beim Start an und sinkt in der eingestellten Zeit auf den Wert des Grundschweißstroms. Wenn die Taste losgelassen wird, sinkt die Spannung auf den Endstrom. Der Lichtbogen erlischt dann und das Schutzgas strömt zur eingestellten Zeit.
- S4T - Viertakt special – wenn die Taste gedrückt und losgelassen wird, strömt das Gas in der vom Benutzer eingestellten Zeit und der Schweißlichtbogen wird gezündet. Die Lichtbogenspannung steigt beim Start an und sinkt in der eingestellten Zeit auf den Wert des Grundschweißstroms. Wenn die Taste erneut gedrückt und wieder losgelassen wird, sinkt die Spannung auf den Endstrom. Der Lichtbogen erlischt dann und das Schutzgas strömt zur eingestellten Zeit.
- MIG/MAG SPOT-Punktschweißen - im Punktschweißmodus können die Gasdurchflusszeit vor dem Schweißen, die Schweißdauer, der Schweißstrom und die Gasdurchflusszeit nach Erlöschen des Lichtbogens eingestellt werden,
- MIG/MAG CSPOT - kontinuierliches Punktschweißen. Nach Einstellung der Schweißdauer und der Intervallzeit ist Punktschweißen ohne Unterbrechung möglich. Diese Funktion garantiert die Verlegung identischer Punktverbindungen während des gesamten Zyklus.
- Einstellung der Pulsfrequenz von 0,5 - 5Hz,
- Einstellung des Pulszyklus von 20 - 80%,
- Einstellung der Impulsmodulation von 5 - 50%,
- Einstellung die HotI und EndI parameters - Lichtbogenspannung während der Zündung und Endstromspannung - sog. Kraterfüllung
- BURN BACK - eine Funktion, die das Festkleben des Schweißdrahtes an der Stromspitze verhindert, indem der Draht nach Beendigung des Schweißvorgangs vorübergehend herausgeschoben wird. Das Gerät ermöglicht die Einstellung der Rückbrandzeit im Bereich von -90 - 90%.
- PRE GAS - Regulierung der Schutzgasdurchflusszeit vor dem Schweißen im Bereich von 0 - 10s.
- POST GAS - Regulierung der Schutzgasdurchflusszeit nach dem Schweißen im Bereich von 0,1 - 50s.
- HOT START - eine Funktion, die den Strom zu Beginn des Schweißlichtbogens erhöht und so den Schweißstart erleichtert.
- ARC FORCE - Kurzschlussstromregelung – sorgt dafür, dass die Verkürzung der Lichtbogenlänge mit einem Anstieg des Schweißstroms einhergeht, wodurch der Lichtbogen unabhängig von Längenschwankungen stabilisiert wird.
DAS KOMPLETTE SET UMFASST:
- Stromquelle BEST MIG 231 4x4,
- MIG/MAG-Schweißbrenner MB15 3m EURO mit Schweißstromeinstellung und mit der Möglichkeit, den Brenner um 360° zu drehen,
- Kabel mit Massehalter 2m,
- Kabel mit Elektrodenhalter 2m,
- Rollen für Stahl V-0.8-1.0 (2 Stück in der Zuführung montiert) + 2 Rollen für Aluminium U1.0-1.2,
- Teflon-Drahtvorschubeinsatz,
- Gasschlauch - 3 m,
- Anleitung und Garantieschein.
TECHNISCHE DATEN:
| Parameter |
BEST MIG 231 4x4
|
| Stromversorgung |
Versorgungsspannung [V]
|
1~230
|
| Frequenz [Hz] |
50/60 |
Leistungsschwankungstoleranz [%]
|
±10
|
| Sicherung [A] |
20 |
| Energieverbrauch [kVA] |
7,7
|
| Leerlaufspannung [V] |
58 |
| Einstellung der Ausgangsspannung |
stufenlos |
| MIG/MAG |
| Schweißstrombereich MIG/MAG [A] |
40 - 200 |
Effizienz MIG/MAG
|
60% / 200A |
100% / 155A
|
| Drahtdurchmesser [mm] |
0,6 - 1,2
|
| Drahtvorschubtyp |
4R PROF.
|
| Induktivität [%] |
-50 - 50 |
| Rückbrennzeit am Ende des Drahtes[%] |
-50 - 50 |
| Schweißzeit MIG/MAG SPOT [s] |
0,1 - 9,9 |
| Langsamer Start [m/min] |
1 - 25,5 |
| Impulse Frequenz [Hz] |
0,5 - 5,0 |
| Pulszyklus [%] |
20 - 80 |
| Impulsebereite [%] |
5 -50 |
| MMA |
| Schweißstrombereich MMA [A] |
20 - 200 |
Effizienz MMA
|
60% / 150A
|
100% / 112A
|
| ARC FORCE |
0 - 205A |
| HOT START |
Schweißstrombereich: 0-150A
Schweißzeit: 0-99ms
|
| sontige Parameter |
| Isolationsklasse |
F |
| Gehäuseschutzklasse |
IP21S |
| Gewicht [kg] |
13 |
| Größe H/B/L [mm] |
360 / 210 / 470 |
TABELLE DER SYNERGETISCHEN EINSTELLUNGEN: LINK
 ZURÜCK ZUR PRODUKTLISTE
ZURÜCK ZUR PRODUKTLISTE









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}