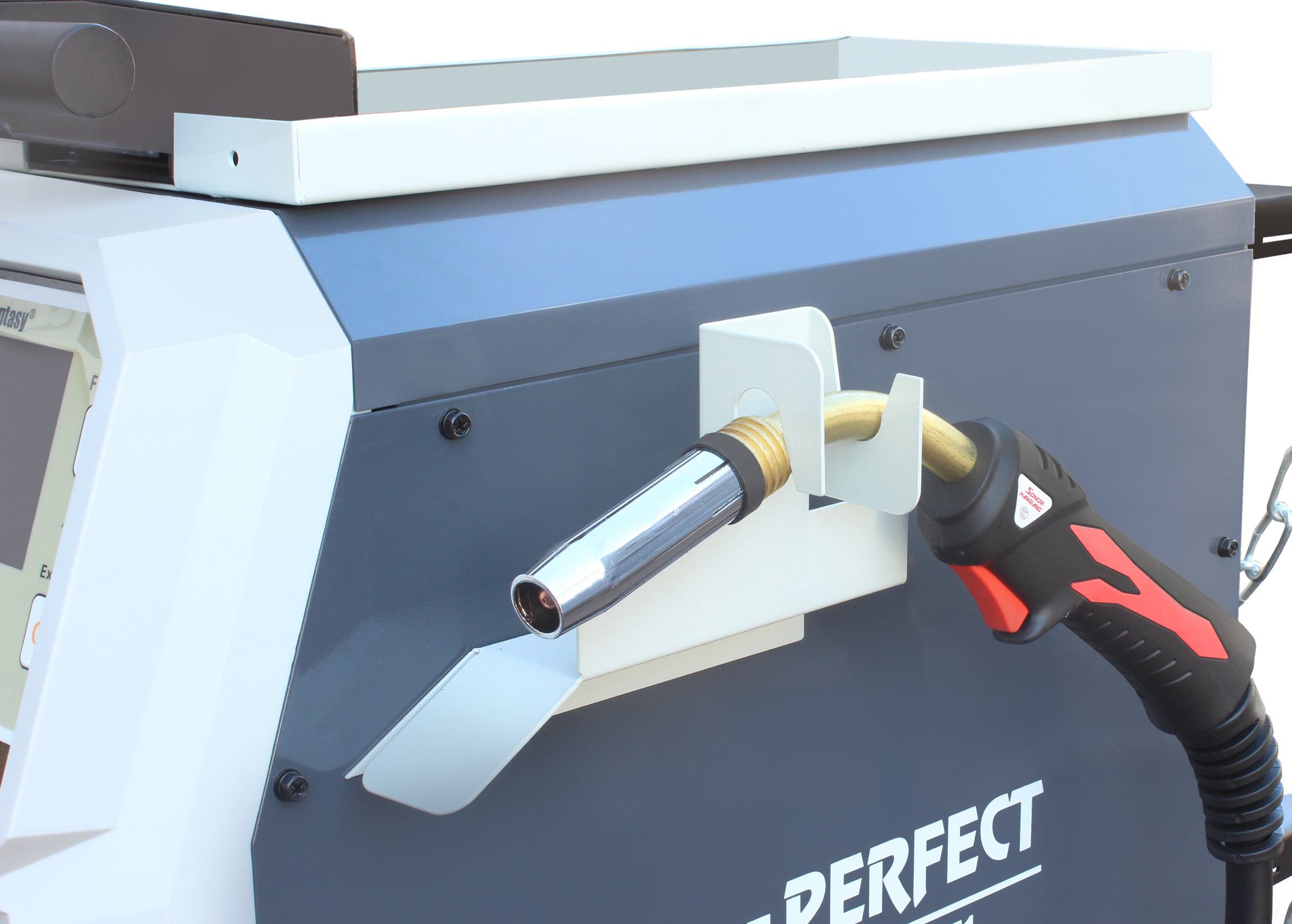
Półautomat spawalniczy 3w1 PERFECT BI-PULSE 351 4x4 MIG/MAG/SYNERGIA/PULS/PODWÓJNY PULS/LUTOSPAWANIE/MMA Welder Fantasy 400V WIOSENNA PROMOCJA
Półautomat spawalniczy Welder Fantasy PERFECT 351
Kod produktu: BP351
Opis:
PRODUCENT: FACHOWIEC F.H.W.
GWARANT: FACHOWIEC F.H.W.
Welder Fantasy to marka utworzona przez firmę FACHOWIEC w 1991 roku. Spawarki inwertorowe TIG/MMA, półautomaty spawalnicze MIG/MAG, przecinarki plazmowe oraz pozostały sprzęt asygnowany znakiem Welder Fantasy, od wielu już lat znajduje uznanie tysięcy warsztatów i przedsiębiorstw w Polsce i zagranicą. Marka Welder Fantasy to:
- Najwyższa jakość urządzeń,
- Gwarancja niezawodności,
- Wysokie parametry pracy,
- Lider na polskim rynku.
"WELDER FANTASY" JEST CHRONIONYM I ZASTRZEŻONYM ZNAKIEM TOWAROWYM - zobacz dokument Świadectwa Ochronnego
Urządzenie Welder Fantasy PERFECT BI-PULSE 351 to nowoczesne, synergiczne źródło inwerterowe oferujące wiele możliwości przy wykonywaniu prac spawalniczych. Jego główne zalety to możliwość spawania z wykorzystaniem prądu o pojedynczej lub podwójnej pulsacji w trybie MIG lub MAG oraz możliwość wykorzystania ustawień synergicznych.
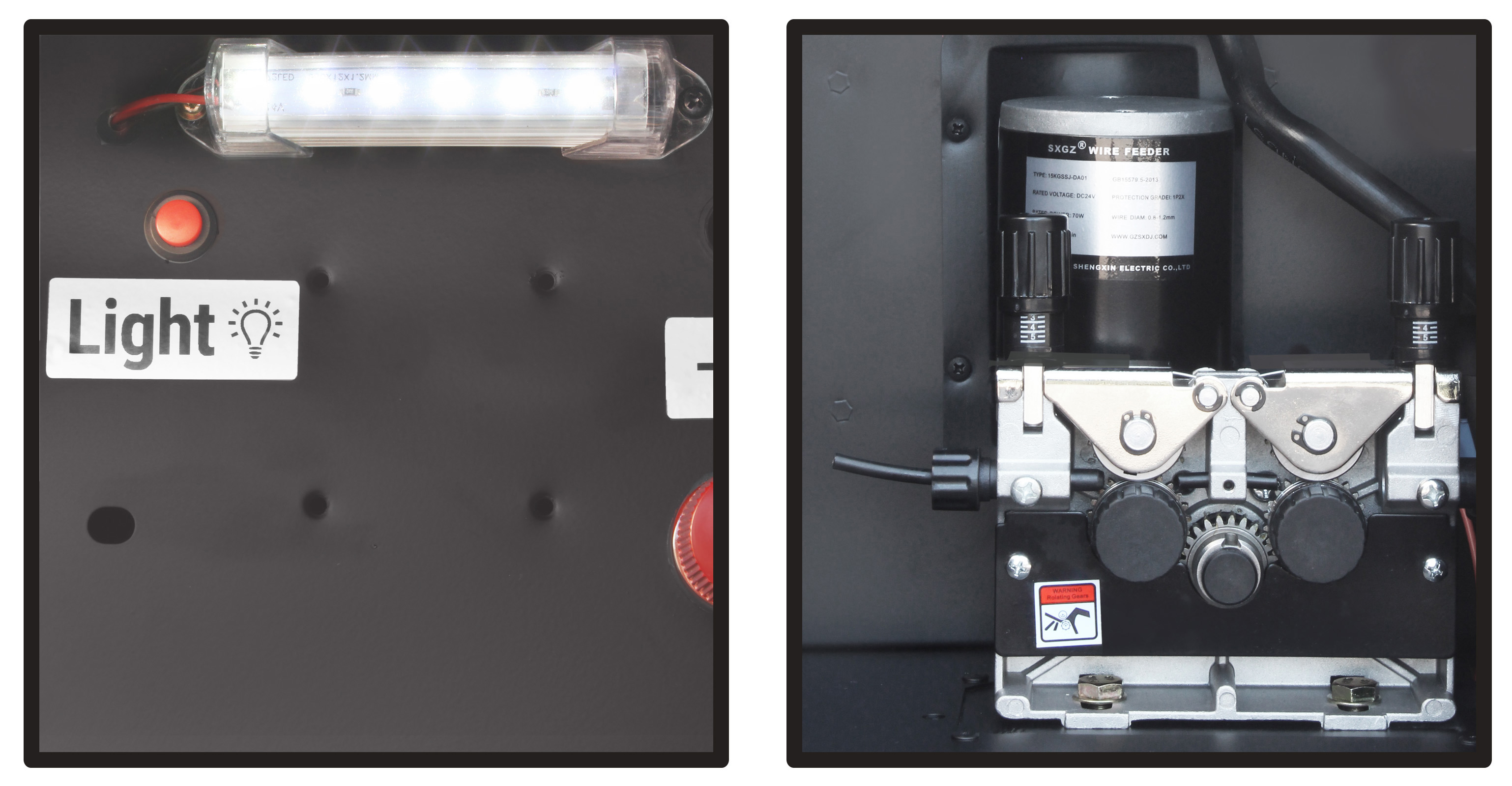
Niezawodność oraz szeroki wachlarz zastosowań urządzeń sprawiają, że zadowolą one nawet najbardziej wymagających użytkowników. Wielofunkcyjny, inwerterowy półautomat spawalniczy Welder Fantasy PERFECT BI-PULSE 351 jest wyposażony w 4-rolkowy podajnik drutu z dodatkowym podświetleniem wewnątrz ułatwiającym założenie drutu. Urządzenie jest przeznaczone do ręcznego spawania łukowego metali i stopów metali metodami:
* MIG/MAG z opcją podwójnego pulsu,
* MIG/MAG z opcją pojedynczego pulsu,
* MIG/MAG - spawanie ciągłe,
* Lutospawanie,
* FCAW,
* Spawanie punktowe SPOT,
* TIG DC lift,
* MMA.
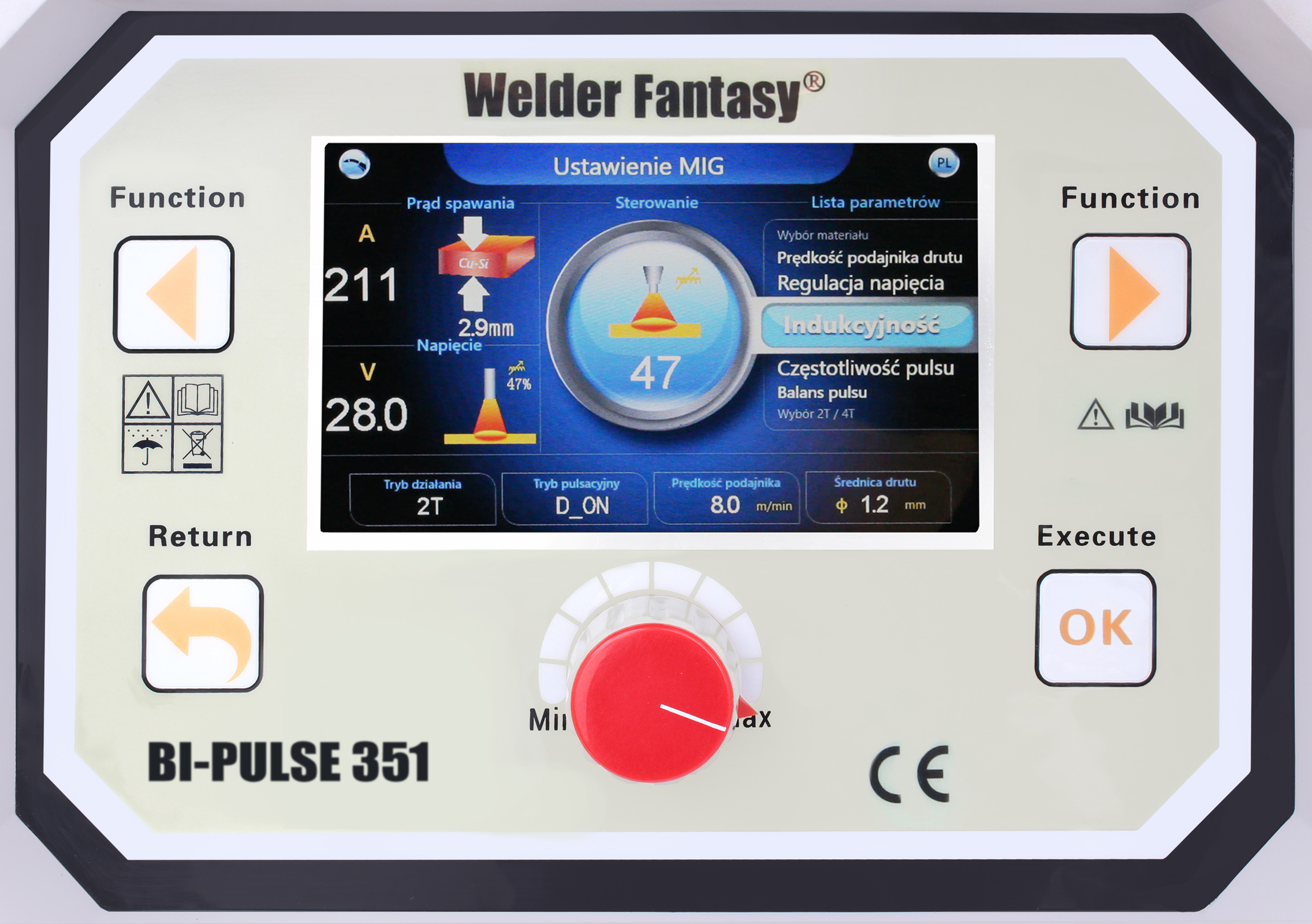
Intuicyjny, łatwy w obsłudze panel sterowania z kolorowym wyświetlaczem pozwala na szybkie ustawienie wszystkich najważniejszych parametrów spawania. Użytkownik może wybrać jeden z pięciu języków menu: polski, angielski, niemiecki, francuski lub czeski. Dzięki ustawieniom synergicznym możliwe jest automatyczne dobieranie parametrów spawania do średnicy drutu spawalniczego oraz grubości i rodzaju materiału.
Urządzenie posiada płynną regulację napięcia i natężenia prądu spawania oraz jest wyposażone w przeciążeniowy układ zabezpieczenia termicznego chroniący przed nadmiernym nagrzewaniem się układów scalonych.
Dzięki zastosowaniu nowoczesnej technologii IGBT oraz wysokiej jakości podzespołów, urządzenia Welder Fantasy PERFECT BI-PULSE 351 idealnie nadają się do prowadzenia profesjonalnych prac spawalniczych w takich gałęziach przemysłu jak motoryzacja, konstrukcje metalowe oraz wiele innych.
 Technologia IGBT - ang. Insulated Gate Bipolar Transistor - to nowoczesna technologia oparta na tranzystorach bipolarnych z izolowaną bramką. Łączy w sobie łatwość sterowania tranzystorów polowych z wysokim napięciem przebicia i szybkością przełączania tranzystorów bipolarnych. Zastosowanie technologii IGBT ma wpływ na znaczne wydłużenie niezawodnej pracy urządzeń spawalniczych.
Technologia IGBT - ang. Insulated Gate Bipolar Transistor - to nowoczesna technologia oparta na tranzystorach bipolarnych z izolowaną bramką. Łączy w sobie łatwość sterowania tranzystorów polowych z wysokim napięciem przebicia i szybkością przełączania tranzystorów bipolarnych. Zastosowanie technologii IGBT ma wpływ na znaczne wydłużenie niezawodnej pracy urządzeń spawalniczych.
 AUTO - ustawienia synergiczne - automatyczna regulacja parametrów spawania takich jak napięcie i natężenie łuku spawalniczego oraz prędkość podajnika drutu. Urządzenie automatycznie dobiera parametry spawania do średnicy drutu oraz grubości i rodzaju materiału.
AUTO - ustawienia synergiczne - automatyczna regulacja parametrów spawania takich jak napięcie i natężenie łuku spawalniczego oraz prędkość podajnika drutu. Urządzenie automatycznie dobiera parametry spawania do średnicy drutu oraz grubości i rodzaju materiału.
 MIG/MAG - Spawanie łukowe w osłonach gazowych jest jednym z najpowszechniej stosowanych procesów wytwarzania konstrukcji spawanych. Proces spawania półautomatycznego polega na stapianiu krawędzi spawanego przedmiotu i materiału elektrody topliwej ciepłem łuku elektrycznego jarzącego się między elektrodą w formie litego drutu, a spawanym detalem, w osłonie gazu obojętnego lub aktywnego.
MIG/MAG - Spawanie łukowe w osłonach gazowych jest jednym z najpowszechniej stosowanych procesów wytwarzania konstrukcji spawanych. Proces spawania półautomatycznego polega na stapianiu krawędzi spawanego przedmiotu i materiału elektrody topliwej ciepłem łuku elektrycznego jarzącego się między elektrodą w formie litego drutu, a spawanym detalem, w osłonie gazu obojętnego lub aktywnego.
 MIG PULSE - zaawansowana forma spawania, która wykorzystuje najlepsze z form transferu roztopionego materiału elektrody na spawany przedmiot. W przeciwieństwie do zwarć, spawanie impulsowe nie wytwarza rozprysków ani nie grozi zimnym „dociekiem”. Pozycje spawania w pulsie nie są ograniczone, ponieważ są pochodnymi form globularnych lub natryskowych, a ich użycie jest zdecydowanie bardziej wydajne. Dzięki schłodzeniu procesu łuku natryskowego, pulsacyjny MIG jest w stanie rozszerzyć zakres spawania, a mniejszy wkład ciepła nie powoduje problemu z przepalaniem cienkich materiałów. MIG PULSE jest jednym z najlepszych procesów spawalniczych dla szerokiej gamy zastosowań i rodzajów metalu.
MIG PULSE - zaawansowana forma spawania, która wykorzystuje najlepsze z form transferu roztopionego materiału elektrody na spawany przedmiot. W przeciwieństwie do zwarć, spawanie impulsowe nie wytwarza rozprysków ani nie grozi zimnym „dociekiem”. Pozycje spawania w pulsie nie są ograniczone, ponieważ są pochodnymi form globularnych lub natryskowych, a ich użycie jest zdecydowanie bardziej wydajne. Dzięki schłodzeniu procesu łuku natryskowego, pulsacyjny MIG jest w stanie rozszerzyć zakres spawania, a mniejszy wkład ciepła nie powoduje problemu z przepalaniem cienkich materiałów. MIG PULSE jest jednym z najlepszych procesów spawalniczych dla szerokiej gamy zastosowań i rodzajów metalu.
 MIG PODWÓJNY PULS - Spawając metodą MIG/MAG z podwójnym pulsem uzyskujemy wysoki poziom wyglądu lica (efekt łuski). Dodatkowo zastosowanie automatycznego podawania drutu wpływa na wydajność spawania. Metoda MIG/MAG z podwójnym pulsem pozwala na regulację pulsacji prądu (balans pulsu) oraz na dostosowanie prędkości podawania drutu. Dzięki temu doskonalimy wygląd spoiny. Podczas spawania metodą MIG/MAG z podwójnym pulsem, impulsy prądowe występują w dwóch zakresach. Układ sekwencyjny naszych urządzeń automatycznie łączy dwa poziomy pulsów: gorący i zimny.
MIG PODWÓJNY PULS - Spawając metodą MIG/MAG z podwójnym pulsem uzyskujemy wysoki poziom wyglądu lica (efekt łuski). Dodatkowo zastosowanie automatycznego podawania drutu wpływa na wydajność spawania. Metoda MIG/MAG z podwójnym pulsem pozwala na regulację pulsacji prądu (balans pulsu) oraz na dostosowanie prędkości podawania drutu. Dzięki temu doskonalimy wygląd spoiny. Podczas spawania metodą MIG/MAG z podwójnym pulsem, impulsy prądowe występują w dwóch zakresach. Układ sekwencyjny naszych urządzeń automatycznie łączy dwa poziomy pulsów: gorący i zimny.
Korzyści z zastosowania metody MIG MAG z podwójnym pulsem to:
- Spawanie metodą MIG/MAG z podwójnym pulsem jest szybsze niż metodą TIG.
- Spawanie metodą MIG/MAG z podwójnym pulsem osiąga wysoką estetykę jak metodą TIG.
- Spawanie metodą MIG/MAG z podwójnym pulsem powoduje mniejsze odkształcenia niż metodą TIG.
 FCAW - Dzięki funkcji zmiany biegunowości jest możliwe spawanie bez gazu osłonowego, drutem samoosłonowym FCAW. Jest to metoda z wykorzystaniem samoosłonowego drutu rdzeniowego do spawania (we wszystkich pozycjach) stali o normalnej i podwyższonej wytrzymałości, nieprzekraczającej 510 MPa. Drut samoosłonowy może być używany w procesach spawania jedno i wielowarstwowego, przy użyciu źródeł prądu zarówno o płaskiej, jak i opadającej charakterystyce. Drut jest przeznaczony do ogólnych prac produkcyjnych, także w warunkach polowych, oraz do spawania konstrukcji, którym nie są stawiane wymagania odnośnie udarności. Natężenie prądu spawania DC(-).
FCAW - Dzięki funkcji zmiany biegunowości jest możliwe spawanie bez gazu osłonowego, drutem samoosłonowym FCAW. Jest to metoda z wykorzystaniem samoosłonowego drutu rdzeniowego do spawania (we wszystkich pozycjach) stali o normalnej i podwyższonej wytrzymałości, nieprzekraczającej 510 MPa. Drut samoosłonowy może być używany w procesach spawania jedno i wielowarstwowego, przy użyciu źródeł prądu zarówno o płaskiej, jak i opadającej charakterystyce. Drut jest przeznaczony do ogólnych prac produkcyjnych, także w warunkach polowych, oraz do spawania konstrukcji, którym nie są stawiane wymagania odnośnie udarności. Natężenie prądu spawania DC(-).
 TIG DC LIFT - spawanie elektrodą wolframową w osłonie gazów obojętnych. Zastosowanie tej metody umożliwia spawanie wszystkich rodzajów stali tj. węglowych, stopowych, nierdzewnych, kwasoodpornych, a także stopów miedzi, np. brązy czy mosiądze.
TIG DC LIFT - spawanie elektrodą wolframową w osłonie gazów obojętnych. Zastosowanie tej metody umożliwia spawanie wszystkich rodzajów stali tj. węglowych, stopowych, nierdzewnych, kwasoodpornych, a także stopów miedzi, np. brązy czy mosiądze.
 MMA - metoda, w której wykorzystywana jest elektroda otulona, składająca się z metalowego rdzenia pokrytego otuliną. Spawacz podaje elektrodę w miarę jej stapiania do spawanego przedmiotu tak, aby utrzymać łuk o stałej długości i jednocześnie przesuwa jej topiący się koniec wzdłuż linii spawania. Urządzenie umożliwia spawanie wszystkimi rodzajami elektrod, np. zasadowymi, celulozowymi, rutylowymi, czy kwaśnymi.
MMA - metoda, w której wykorzystywana jest elektroda otulona, składająca się z metalowego rdzenia pokrytego otuliną. Spawacz podaje elektrodę w miarę jej stapiania do spawanego przedmiotu tak, aby utrzymać łuk o stałej długości i jednocześnie przesuwa jej topiący się koniec wzdłuż linii spawania. Urządzenie umożliwia spawanie wszystkimi rodzajami elektrod, np. zasadowymi, celulozowymi, rutylowymi, czy kwaśnymi.
 MMA VRD - dostępna w trybie MMA funkcja VRD (Voltage Reduction Device – moduł redukujący napięcie spoczynkowe (biegu jałowego) obwodu wtórnego urządzenia). Zwiększa bezpieczeństwo i ogranicza ryzyko porażenia prądem. Funkcja wyłącza i włącza zasilanie spawania, gdy w trakcie spawania zmierzony zostanie opór między końcówkami elektroda - element spawany.
MMA VRD - dostępna w trybie MMA funkcja VRD (Voltage Reduction Device – moduł redukujący napięcie spoczynkowe (biegu jałowego) obwodu wtórnego urządzenia). Zwiększa bezpieczeństwo i ogranicza ryzyko porażenia prądem. Funkcja wyłącza i włącza zasilanie spawania, gdy w trakcie spawania zmierzony zostanie opór między końcówkami elektroda - element spawany.
Dodatkowe funkcje:
- Regulacja indukcyjności w metodzie MIG/MAG Odpowiednio dobrana indukcyjność spawania przyczynia się do zmniejszenia ilości odprysków. Jest ona zależna od średnicy drutu spawalniczego, użytego gazu osłonowego, natężenia prądu i pozycji spawania. Zmniejszenie indukcyjność sprawia, że łuk staje się bardziej stabilny i skoncentrowany, a zwiększenie przyczynia się do powstawania bardziej płynnego jeziorka i zmniejszenia ilości odprysków. Prawidłowo dobrana charakteryzuje się stabilnym łukiem, równomiernym przenoszeniem kropel ciekłego metalu, utrzymywaniem stałego rozmiaru jeziorka spawalniczego oraz charakterystycznym powtarzalnym dźwiękiem bez rozprysków i wybuchów.
- Spawanie punktowe SPOT - funkcja spawania czasowego, używana do sczepiania detali, dzięki której można uzyskać równą długość spoin spawalniczych.
- Lutospawanie - urządzenie umożliwia lutospawanie, stosowane głównie w przemyśle samochodowym do łączenia ze sobą ocynkowanych blach.
- zajarzenie łuku poprzez:
- 2T - dwutakt,
- 4T - czterotakt,
- SPOT - spawanie punktowe z możliwością ustawienia następujących parametrów:
- gaz przed zajarzeniem,
- zgrzewanie punktowe ON - czas zajarzenia łuku w spawaniu punktowym.
- zgrzewanie punktowe OFF - czas pomiędzy zajarzeniami łuku w spawaniu punktowym,
- gaz po wygaśnięciu,
- S-2T - dwutakt special - zajarzenie łuku poprzez dwutakt z możliwością ustawienia następujących parametrów:
- gaz przed zajarzeniem,
- prąd startu,
- czas narastania prądu,
- czas opadania prądu,
- prąd końcowy,
- gaz po wygaśnięciu,
- S-4T - czterotakt special - nzajarzenie łuku poprzez czterotakt z możliwością ustawienia następujących parametrów:
- gaz przed zajarzeniem,
- prąd startu,
- czas narastania prądu,
- czas opadania prądu,
- prąd końcowy,
- gaz po wygaśnięciu.
- możliwość zapisania 18 programów użytkownika,
- PRE GAS - regulacja czasu wypływu gazu osłonowego przed spawaniem,
- POST GAS - regulacja czasu wypływu gazu osłonowego po spawaniu,
- HOT START - funkcja ułatwiająca rozpoczęcie spawania. W momencie zajarzenia łuku chwilowo zwiększany jest prąd spawania w celu rozgrzania materiału i elektrody w miejscu styku oraz właściwego ukształtowania przetopu i lica spoiny w początkowej fazie spawania.
- ARC FORCE - funkcja stabilizująca łuk poprzez utrzymywanie wartości napięcia łuku spawalniczego niezależnie od jego długości oraz ułatwiająca kontrolę na ilością odprysków.
KOMPLETNY ZESTAW ZAWIERA:
- źródło prądu Welder Fantasy PERFECT BI-PULSE 351,
- uchwyt spawalniczy MIG/MAG 5m MB36 EURO,
- reduktor CO2/AR (RED113),
- 2 rolki do stali 1,0 - 1,2,
- 2 rolki do aluminium 1,0 - 1,2 (zamontowane w podajniku),
- przewód masowy 3m,
- przewód elektrodowy 3m,
- wąż do gazu 3m z szybkozłączką,
- instrukcję w j.polskim i kartę gwarancyjną.
Zestaw nie zawiera uchwytu TIG.
DANE TECHNICZNE:
| Parametr |
Welder Fantasy PERFECT
BI-PULSE 351
|
Zasilanie
|
Napięcie zasilania [V]
|
3~400
|
| Częstotliwość [Hz] |
50 |
| Zabezpieczenie [A] |
20 |
| Pobór mocy [kVA] |
13,9
|
| Współczynnik mocy cosφ |
0,93
|
Średnica przewodu zasilającego [mm2]
|
4G 2,5
|
| Parametry spawania |
| Zakres prądu spawania MMA [A] |
30 - 300
|
| Zakres prądu spawania TIG [A] |
10 - 300 |
| Zakres prądu spawania MIG/MAG [A] |
40 - 350
|
| Napięcie wyjściowe MMA [V] |
VRD 13,6 / 79
|
| Napięcie wyjściowe TIG [V] |
10,4 - 22
|
| Napięcie wyjściowe MIG/MAG [V] |
16 - 32
|
Sprawność
|
30% 350 A
60% 250 A
100% 194 A
|
| Średnica drutu spawalniczego [mm] |
0,8 / 1,0 / 1,2
|
| Typ podajnika |
4R PROF. |
| Średnica szpuli z drutem /waga |
200mm, 5kg;
300mm, 15kg
|
| Pozostałe |
| Klasa izolacji |
F |
Klasa ochrony obudowy
|
IP21 |
| Waga [kg] |
44
|
| Wymiary wys/szer/dł [mm] |
810 / 510 / 800 |
 POWRÓT DO LISTY PRODUKTÓW
POWRÓT DO LISTY PRODUKTÓW










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}