


Szybki kontakt możliwy jest od poniedziałku do piątku w godzinach 9.00-17.00
W innym czasie prosimy użyć formularza kontaktowego.
Źródłami energii spawalniczej są obecnie inwerterowe urządzenia o opadającej lub stałoprądowej charakterystyce zewnętrznej. Źródła te zapewniają szybką zmianę natężenia prądu co przedkłada się w konsekwencji na wysoką stabilizację głębokości wtopienia w przypadku wahań napięcia łuku. Do spawania większości materiałów typu stal, miedź, nikiel, tytan i ich stopów stosuję się urządzenia DC – prądu stałego, natomiast w przypadku spawania aluminium, magnezu i ich stopów, urządzenia AC – prądu przemiennego. Profesjonalne urządzenia TIG przeznaczone są najczęściej do spawania zarówno w trybie DC jak i AC. Z uwagi na układ chłodzenia najpopularniejszą grupę stanowią źródła o mocy wyjściowej do 200A. Źródła silniejsze wymagają zastosowania dodatkowych podzespołów chłodzących w postaci zewnętrzach modułów wykorzystujących chłodziwo w postaci płynu.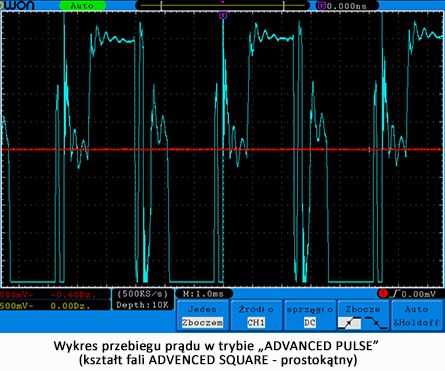
Proces spawania metodą TIG prądem stałym DC (od ang. direct current) może być prowadzony przy elektrodzie podłączonej zarówno do bieguna dodatniego (DC+) jak i do bieguna ujemnego (DC-). Biegunowość ma bardzo istotny wpływ na rozkład stosunku temperatur pomiędzy spawanym elementem, a elektrodą wolframową. Czynnik ten bezpośrednio wpływa na głębokość wtopienia oraz trwałość używanej elektrody wolframowej. Podczas spawania prądem stałym o biegunowości ujemnej (DC-) około 70% ciepła przenika na materiał spawany, natomiast tylko 30% wydziela się na elektrodzie nietopliwej. W przypadku odwrócenia biegunowości na dodatnią (DC+) około 70% ciepła przenoszone jest na elektrodę wolframową i tylko 30% na spawany materiał.
W związku z tym, podczas spawania prądem stałym DC w zdecydowanej większości biegun ujemny umieszcza się na elektrodzie wolframowej, co zapewnia jej zdecydowanie niższą temperaturę pracy, a w konsekwencji także większą żywotność. Podczas spawania prądem przemiennym AC (od ang. alternating current) biegunowość zmienia się natomiast stale i tym samym rozkład temperatur w stosunku średnim pozostaje na poziomie 50%. Głębokość wtopienia w tym trybie pracy pozostaje więc w formie uśrednionej.
Kolejnym istotnym elementem jest zakup źródła TIG z możliwością spawania prądem pulsującym. Charakterystyka prądu pulsującego opiera się na cyklicznej zmianie natężenia prądu spawania. Zadaniem prądu bazowego jest podtrzymanie jarzącego się łuku oraz ograniczenie czasu wychładzania jeziorka spawalniczego. Podczas spawania natężenie prądu zmienia się automatycznie w krótkim czasie od wartości wysokich do niskich. W tym trybie spawania strefa wpływu ciepła jest widocznie mniejsza niż przy użyciu formy tradycyjnej. Obecnie urządzenia wykorzystujące systemy PWM (pulse width modulation) umożliwiają regulację charakterystyki pulsu w czasie jego trwania oraz proporcji wysokich i niskich wartości. Spawanie prądem pulsującym wykorzystywane jest szczególnie podczas prac spawalniczych na elementach o niewielkiej grubości (do 1,5mm) oraz podczas spawania stali żaro i kwasoodpornych.


