Jednym z podstawowych podzespołów zastosowanych w źródłach TIG jest jonizator. Jest to układ umożliwiający bezstykowe zajarzanie łuku spawalniczego, bez konieczności bezpośredniego kontaktu elektrody nietopliwej ze spawanym materiałem. Styczność elektrody wolframowej z powierzchnią spawanego elementu jest zjawiskiem niepożądanym, powodującym nadtopienie wierzchołka elektrody oraz przeniesienie wtrąceń wolframu do spoiny. Zadaniem jonizatora jest wytworzenie wysokiego napięcia umożliwiającego pokonanie przestrzeni międzyelektronowej i zajarzeniu łuku spawalniczego. W przypadku spawania z wykorzystaniem urządzeń prądu przemiennego AC jonizator spełnia dodatkowo rolę stabilizatora jarzenia łuku.
Kluczowym elementem składowym urządzeń spawalniczych jest układ sterowania. Obecnie nowoczesne źródła AC/DC posiadają bardzo rozbudowane układy sterujące umożliwiające użytkownikowi pełną kontrolę nad wszystkimi parametrami procesu spawalniczego.
Poniżej prezentujemy panel sterujący źródła Welder Fantasy JET TIG II AC/DC.
UWAGA! w celu zapamiętania wybranych ustawień należy przytrzymać przycisk przez 3 sekundy.
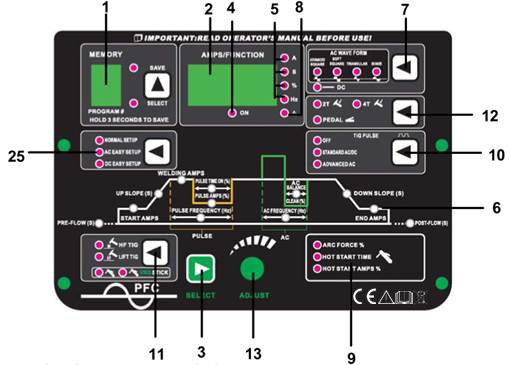
- 1 Wyświetlacz wyboru kanału pamięci
- 2 Wyświetlacz wartości nastawów poszczególnych parametrów (wg jednostek - 5)
- 3 Przyciski wyboru parametrów spawania
- 4 Dioda sygnalizująca zasilanie
- 5 A – wartość prądu spawania; S – wartość czasu (dla up i down slope, pre i post gas); % - wartość balansu i modulacji pulsu; Hz- wartość częstotliwości prądu AC oraz pulsu
- 6 Wykres nastawów parametrów TIG
- 7 Wybór trybu AC/DC oraz kształtu przebiegu prądu spawania dla trybu AC
ADVANCED SQUARE, SOFT SQUARE, TRIANGULAR, SINUS
- 8 Dioda ostrzegawcza (w przypadku przegrzania lub usterki)
- 9 Wybór natężenia prądu spawania oraz wielkości ARC FORCE/HOT START dla metody MMA
- 10 Wybór spawania prądem pulsującym STANDARD AC/DC, ADVANCED AC
STANDARD AC/DC umożliwia skorzystać z fabrycznie zaprogramowanych wartości modulacji pulsu.
ADVANCED AC daje użytkownikowi możliwość dokonywania indywidulanych zmian w zależności od potrzeb.
- 11 Wybór metody zajarzania łuku HF/LIFT dla spawania TIG oraz wybór spawania z załączonym bądź wyłączonym modułem VRD
- 12 Wybór spawania 2 takt – 4 takt/ sterowanie zdalne (pedał)
- 13 Pokrętło nastawu parametrów spawania
- 25 wybór trybu NORMAL SETUP/ AC EASY SETUP/ DC EASY SETUP
NORMAL SETUP – wszystkie parametry spawania nastawiane są wg indywidualnych potrzeb. Osoba obsługująca urządzenia sama ustala ich wartość w zależności od sytuacji.
AC EASY SETUP – w pamięci urządzenia zaprogramowane są podstawowe, wyjściowe parametry o następujących wartościach: częstotliwość 120Hz; balans 25%; czas wypływu gazy przed zajarzeniem łuku 0,5s; czas wypływu gazu po wygaśnięciu łuku 4s; prąd spawania 120A, prąd początkowy 50%; prąd końcowy 50%, czas narastania 1s; czas opadania 3s.
DC EASY SETUP – w pamięci urządzenia zaprogramowane są podstawowe, wyjściowe parametry o następujących wartościach: czas wypływu gazy przed zajarzeniem łuku 0,5s; czas wypływu gazu po wygaśnięciu łuku 3s; prąd spawania 90A, prąd początkowy 50%; prąd końcowy 50%, czas narastania 1s; czas opadania 3s.
Jak widać z przytoczonego powyżej przykładu stopień rozbudowania nowoczesnych, profesjonalnych urządzeń jest bardzo wysoki dając zarazem wszechstronne możliwości pełnego panowania nad procesem spawalniczym.
Dodatkowo model JET TIG II AC/DC rozbudowany został o funkcje nadrzędne w postaci:
VRD - Voltage Reduction Device (w trybie MMA) – moduł redukujący napięcie spoczynkowe (biegu jałowego) obwodu wtórnego urządzenia. Zwiększa bezpieczeństwo i ogranicza ryzyko porażenia prądem. Funkcja wyłącza i włącza zasilanie spawania, gdy w trakcie spawania zmierzony zostanie opór między końcówkami elektroda - element spawany.
PFC - (Power Factor Correction) - zwiększanie współczynnika mocy do wartości możliwie bliskiej 1 w celu zmniejszenia strat mocy w liniach przesyłowych.
Możliwość wyboru kształtu fali prądu przemiennego :
ADVENCED SQUARE – spawanie prądem AC o charakterystyce prostokątnej
SOFT SQUARE – spawanie prądem AC o charakterystyce trapezowej
TRIANGULAR – spawanie prądem AC o charakterystyce trójkątnej
SINUS – spawanie prądem AC o charakterystyce sinusoidalnej
Do najnowszych rozwiązań w dziedzinie spawania metodą TIG należy miedzy innymi jednoczesne połączenie prądu przemiennego AC i prądu stałego DC co pozwala wykorzystać prąd przemienny do skutecznego czyszczenia powierzchni materiału, oraz prąd stały do zapewnienia dobrego wtopienia (ADVANCED AC). Profesjonalne urządzenia pozwalają także na wybór kształtu fali prądu przemiennego (ADVANCED SQUARE, SOFT SQUARE, TRIANGULAR, SINUS), zapamiętanie ustawień użytkownika w pamięci urządzenia czy skorzystanie z ustawień fabrycznych ułatwiających obsługę mniej zaawansowanym użytkownikom (AC EASY SETUP, DC EASY SETUP).
POPRZEDNIA CZĘŚĆ ARTYKUŁU





