


Schnelle Kontaktaufnahme ist von Montag bis Freitag zwischen 9.00 und 17.00 Uhr möglich.
Zu anderen Zeiten bitten wir Sie, das Kontaktformular zu verwenden.
Eine der grundlegenden Komponenten, die in WIG-Quellen verwendet werden, ist der Ionisator. Dies ist eine Schaltung, die eine berührungslose Zündung des Lichtbogens ermöglicht, ohne dass die nicht abschmelzende Elektrode direkt mit dem zu schweißenden Material in Kontakt kommen muss. Der Kontakt der Wolframelektrode mit der Oberfläche des geschweißten Elements ist ein unerwünschtes Phänomen, das zum Schmelzen der Elektrodenspitze und zur Übertragung von Wolframeinschlüssen in die Schweißnaht führt. Die Aufgabe des Ionisators ist es, eine hohe Spannung zu erzeugen, die es ermöglicht, den Raum zwischen den Elektroden zu überwinden und den Schweißlichtbogen zu zünden. Beim Schweißen mit Wechselstromgeräten (AC) dient der Ionisator zusätzlich als Stabilisator der Lichtbogenzündung.
Ein Schlüsselelement von Schweißgeräten ist das Steuerungssystem. Heutzutage verfügen moderne AC/DC-Quellen über sehr umfangreiche Steuerungssysteme, die dem Benutzer die vollständige Kontrolle über alle Parameter des Schweißprozesses ermöglichen.
Nachfolgend stellen wir das Bedienfeld der Welder Fantasy JET TIG II AC/DC Quelle vor.
ACHTUNG! Um die ausgewählten Einstellungen zu speichern, muss die Taste 3 Sekunden lang gedrückt gehalten werden.
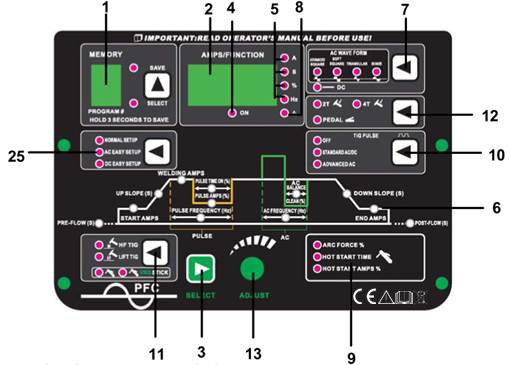
ADVANCED SQUARE, SOFT SQUARE, TRIANGULAR, SINUS
STANDARD AC/DC ermöglicht die Nutzung von werkseitig programmierten Werten für die Pulsmodulation.
ADVANCED AC gibt dem Benutzer die Möglichkeit, je nach Bedarf individuelle Änderungen vorzunehmen.
NORMAL SETUP – alle Schweißparameter werden nach individuellen Bedürfnissen eingestellt. Die Bedienperson legt deren Wert je nach Situation selbst fest.
AC EASY SETUP – im Gerätespeicher sind grundlegende, voreingestellte Parameter mit folgenden Werten programmiert: Frequenz 120Hz; Balance 25%; Gasvorströmzeit 0,5s; Gasnachströmzeit 4s; Schweißstrom 120A, Startstrom 50%; Endstrom 50%, Anstiegszeit 1s; Abfallzeit 3s.
DC EASY SETUP – im Gerätespeicher sind grundlegende, voreingestellte Parameter mit folgenden Werten programmiert: Gasvorströmzeit 0,5s; Gasnachströmzeit 3s; Schweißstrom 90A, Startstrom 50%; Endstrom 50%, Anstiegszeit 1s; Abfallzeit 3s.
Wie aus dem obigen Beispiel ersichtlich, ist der Grad der Erweiterung moderner, professioneller Geräte sehr hoch und bietet gleichzeitig vielseitige Möglichkeiten zur vollständigen Kontrolle über den Schweißprozess.
Zusätzlich wurde das Modell JET TIG II AC/DC um übergeordnete Funktionen erweitert:
VRD - Voltage Reduction Device (im MMA-Modus) – Modul zur Reduzierung der Leerlaufspannung (Ruhespannung) des Sekundärkreises des Geräts. Erhöht die Sicherheit und reduziert das Risiko eines Stromschlags. Die Funktion schaltet die Schweißstromversorgung aus und ein, wenn während des Schweißens ein Widerstand zwischen den Elektroden-Werkstück-Enden gemessen wird.
PFC - (Power Factor Correction) - Erhöhung des Leistungsfaktors auf einen Wert, der so nah wie möglich an 1 liegt, um Leistungsverluste in den Übertragungsleitungen zu reduzieren.
Möglichkeit zur Auswahl der Wechselstromwellenform:
ADVENCED SQUARE – Schweißen mit AC-Strom mit Rechteckcharakteristik
SOFT SQUARE – Schweißen mit AC-Strom mit Trapezcharakteristik
TRIANGULAR – Schweißen mit AC-Strom mit Dreieckcharakteristik
SINUS – Schweißen mit AC-Strom mit Sinuscharakteristik
Zu den neuesten Lösungen im Bereich des WIG-Schweißens gehört unter anderem die gleichzeitige Kombination von Wechselstrom AC und Gleichstrom DC, was es ermöglicht, den Wechselstrom zur effektiven Reinigung der Materialoberfläche und den Gleichstrom zur Gewährleistung eines guten Einbrands (ADVANCED AC) zu nutzen. Professionelle Geräte ermöglichen auch die Auswahl der Wechselstromwellenform (ADVANCED SQUARE, SOFT SQUARE, TRIANGULAR, SINUS), das Speichern von Benutzereinstellungen im Gerätespeicher oder die Nutzung von Werkseinstellungen, die die Bedienung für weniger fortgeschrittene Benutzer erleichtern (AC EASY SETUP, DC EASY SETUP).


