


Schnelle Kontaktaufnahme ist von Montag bis Freitag zwischen 9.00 und 17.00 Uhr möglich.
Zu anderen Zeiten bitten wir Sie, das Kontaktformular zu verwenden.
Die Schweißenergiequellen sind derzeit Invertergeräte mit fallender oder Konstantstrom-Außencharakteristik. Diese Quellen gewährleisten eine schnelle Änderung der Stromstärke, was folglich zu einer hohen Stabilisierung der Einbrandtiefe bei Lichtbogenschwankungen führt. Zum Schweißen der meisten Materialien wie Stahl, Kupfer, Nickel, Titan und deren Legierungen werden DC-Geräte (Gleichstrom) verwendet, während für das Schweißen von Aluminium, Magnesium und deren Legierungen AC-Geräte (Wechselstrom) eingesetzt werden. Professionelle WIG-Geräte sind meistens sowohl für den DC- als auch für den AC-Betrieb vorgesehen. Aufgrund des Kühlsystems stellen Quellen mit einer Ausgangsleistung von bis zu 200 A die beliebteste Gruppe dar. Stärkere Quellen erfordern die Verwendung zusätzlicher Kühlkomponenten in Form externer Module, die Kühlmittel in Flüssigkeitsform nutzen.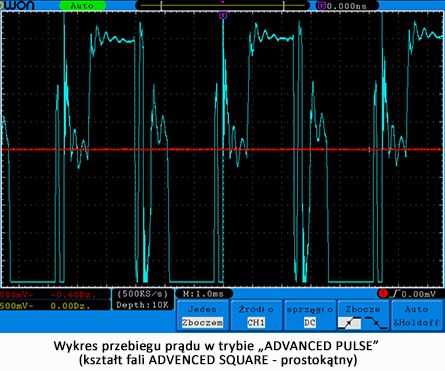
Der Schweißprozess mit der WIG-Methode unter Gleichstrom DC (von engl. direct current) kann bei an den positiven Pol (DC+) oder an den negativen Pol (DC-) angeschlossener Elektrode durchgeführt werden. Die Polarität hat einen sehr wesentlichen Einfluss auf die Verteilung des Temperaturverhältnisses zwischen dem geschweißten Element und der Wolframelektrode. Dieser Faktor beeinflusst direkt die Einbrandtiefe und die Lebensdauer der verwendeten Wolframelektrode. Beim Schweißen mit Gleichstrom negativer Polarität (DC-) dringen etwa 70 % der Wärme in das geschweißte Material ein, während nur 30 % an der nicht abschmelzenden Elektrode freigesetzt werden. Im Falle einer Umpolung auf positive Polarität (DC+) werden etwa 70 % der Wärme auf die Wolframelektrode übertragen und nur 30 % auf das geschweißte Material.
Daher wird beim Schweißen mit Gleichstrom DC in der überwiegenden Mehrheit der Fälle der negative Pol an der Wolframelektrode angebracht, was deren Betriebstemperatur deutlich senkt und folglich auch deren Lebensdauer erhöht. Beim Schweißen mit Wechselstrom AC (von engl. alternating current) ändert sich die Polarität hingegen ständig, wodurch die Temperaturverteilung im Durchschnitt bei 50 % bleibt. Die Einbrandtiefe in diesem Betriebsmodus bleibt daher in einer gemittelten Form.
Ein weiteres wichtiges Element ist der Kauf einer WIG-Quelle mit der Möglichkeit des Pulsschweißens. Die Charakteristik des Pulsstroms basiert auf der zyklischen Änderung der Schweißstromstärke. Die Aufgabe des Basisstroms ist es, den leuchtenden Lichtbogen aufrechtzuerhalten und die Abkühlzeit des Schmelzbades zu begrenzen. Während des Schweißens ändert sich die Stromstärke automatisch in kurzer Zeit von hohen zu niedrigen Werten. In diesem Schweißmodus ist die Wärmeeinflusszone deutlich kleiner als bei der Verwendung der herkömmlichen Form. Derzeit ermöglichen Geräte, die PWM-Systeme (Pulsweitenmodulation) verwenden, die Regulierung der Pulscharakteristik während ihrer Dauer sowie des Verhältnisses von hohen und niedrigen Werten. Das Pulsschweißen wird insbesondere bei Schweißarbeiten an dünnen Elementen (bis zu 1,5 mm) sowie beim Schweißen von hitzebeständigen und säurebeständigen Stählen eingesetzt.


